
|
|
|
Š½▓╩į~ŚlŠ∙¤ßĀt
ča│õŻ║0 ×gė[Ż║6567 ░l▓╝ĢrķgŻ║2013-1-18
ĪĪĪĪ├ō─Ż║¾Ą─¤ßõōÕV╗“└õõōÕV┤╣ų▒Ę┼į┌Āt┐ėųąŻ¼╔Ž╝ėĀt╔wŻ¼īóõōÕV╝ė¤ßų┴▄łųŲ£žČ╚Ą─╣żśIĀtĪŻ
ĪĪĪĪį┌│§▄łŪ░░čõōÕV╝ė¤ß╗“▒Ż£žę╗Č©ĢrķgŻ¼═©▀^¤ßöU╔ó╩╣õōÕVā╚▓┐£žČ╚Š∙ä“Č°▀mė┌Įī┘╦▄ąį╝ė╣żė├Ą─┐ė╩ĮĀtĪŻĀt╠┼×ķķLĘĮ¾wą╬Ż¼õōÕVį┌Ātā╚žQĘ┼ĪŻ═©│Żė╔ÄūéĆĀt┐ėĮM│╔ę╗ĮM,╣▓ė├ę╗╠ū┐žųŲŽĄĮyĪŻČÓöĄ╩╣ė├ÜŌ¾w╚╝┴Ž╝ė¤ß,ę▓┐╔ė├ųžė═ĪŻ ĪĪĪĪŠ∙¤ßĀt╩Ūų▄Ų┌ąį╣żū„Ą─Ż¼Ųõ£žČ╚ųŲČ╚║═╣®¤ßųŲČ╚ļSĢrķgūā╗»ĪŻŠ∙¤ßĀtų„ę¬ė├ė┌Š∙¤ß├ō─Ż║¾Ą─¤ßõōÕVŻ¼ę▓┐╔╝ė¤ß└õõōÕVĪŻį┌│õĘų└¹ė├õōÕVØō¤ßĄ─ŪķørŽ┬Ż¼å╬╬╗¤ß║─┐╔×ķ(0.05Ī½0.07)Ī┴106Ū¦┐©/ćŹĪŻ  ĪĪĪĪ░┤ĮYśŗ╠ž³c ĪĪĪĪŠ∙¤ßĀt┐╔Ęų×ķąŅ¤ß╩ĮĪóōQ¤ß╩ĮŻ©ėąųąą─╣®¤ßĄ─Īó╦─ĮŪ╣®¤ßĄ─║═╔Ž▓┐ļpé╚╗“å╬é╚╣®¤ßĄ─Ż®║═ļŖŠ∙¤ßĀtŻ©ęŖę▒ĮĀtŻ®ĪŻ ĪĪĪĪąŅ¤ß╩ĮŠ∙¤ßĀt Āt┐ėā╔Č╦ėąąŅ¤ß╩ęŻ¼ŅA¤ß┐šÜŌ║═├║ÜŌŻ¼╚▒³c╩ŪüĒ╗žōQŽ“Īó£žČ╚▓╗Š∙ä“Ż¼ė░Ēæ╝ė¤ß┘|┴┐Ż╗╠žäe╩ŪĀt┐ėķLČ╚╩▄£žČ╚▓Ņ╚▌įSĘČć·Ą─Ž▐ųŲŻ¼▓╗─▄▀mæ¬┤¾õōÕVĪó┤¾▄łÖCĄ─ę¬Ū¾ĪŻ  ĪĪĪĪōQ¤ß╩ĮŠ∙¤ßĀt ųąą─╣®¤ßōQ¤ß╩ĮŠ∙¤ßĀtŻ¼Āt┐ėā╚õōÕV┐┐ē”Ę┼ų├Ż¼¤²ūņį┌ĀtĄūųąčļŻ¼╗čµ┤╣ų▒Ž“╔ŽĪŻį┌Āt┐ėā╔é╚ėąōQ¤ßŲ„Ż¼ŅA¤ß┐šÜŌĪŻ╚▒³c╩ŪĄū▓┐ųąą─¤²ūņ╝░Ųõć·ē”š╝ė├ĀtĄū├µĘeŻ¼▓óęū╩▄õōÕV┼÷ū▓║═Ātį³Į■╬gŻ╗╠š┘|┐šÜŌōQ¤ßŲ„┬®’Lć└ųžĪŻųąć°Å─60─Ļ┤·īóįSČÓ▀@ĘNŠ∙¤ßĀtĖ─×ķ╔Ž▓┐╦─ĮŪ╣®¤ßĄ─ōQ¤ß╩ĮŠ∙¤ßĀtŻ¼Ž¹│²┴╦ųąą─¤²ūņ╦∙ĦüĒĄ─╚▒³cŻ¼Ą½ĮYśŗ▌^×ķÅ═ļsĪŻ ĪĪĪĪ╔Ž▓┐å╬é╚╣®¤ßĄ─ōQ¤ß╩ĮŠ∙¤ßĀtŻ¼¤²ūņį┌ķLĘĮą╬Āt┐ėę╗éĆČ╦ē”╔Ž,╗čµ│╩Uą╬Ż¼¤¤ÜŌė╔╣®¤ßČ╦¤²ūņŽ┬├µĄ─┼┼¤¤┐┌┼┼│÷,▀M╚ļōQ¤ßŲ„ĪŻā׳c╩Ūå╬╬╗ų„┐ńķgĄ─╔·«a┬╩Ė▀,┐╔┐sČ╠▀\ÕVŠÓļxŻ¼▀m║Žė┌│§▄łÖC┤¾ą═╗»Ą─ę¬Ū¾Ż¼╩Ū60─Ļ┤·ęįüĒć°ļH╔Žą┬Į©Š∙¤ßĀtĄ─ų„ę¬Ātą═Ż¼ųąć°ą┬Į©Ą─Š∙¤ßĀtČÓ×ķ▀@ĘNĀtą═ĪŻų„ę¬å¢Ņ}╩Ū▌^ļy▒Ż│ųčžĀt┐ėķLČ╚╔ŽĄ─£žČ╚Š∙ä“ąįŻ¼▓╔ė├╗čµķLČ╚║═╔õ│╠┐╔š{Ą─¤²ūņ╩ŪĮŌøQ▀@ę╗å¢Ņ}Ą─ėąą¦┤ļ╩®ĪŻ 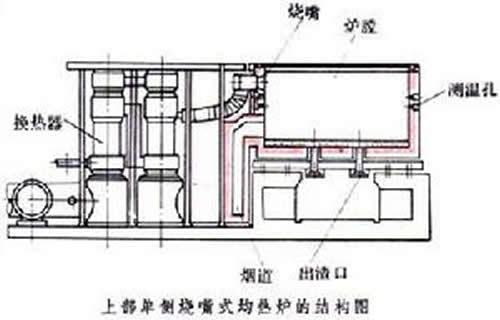 ĪĪĪĪļŖŠ∙¤ßĀt ļŖ¤ß¾w×ķ╠Ņ│õėąĮ╣╠┐Ą─╠╝╗»╣Ķ▓█ĪŻĀtā╚Ą─Įī┘č§╗»┬╩▓╗│¼▀^0.2Ī½0.3Żź (Ųõ╦¹Š∙¤ßĀt╝s×ķ1Żź)Ż╗╚ń╣¹╩╣ė├▒ŻūoÜŌĘšŻ©╝ė╚ļ╔┘┴┐├║ÜŌ╗“ųžė═Ż®Ż¼▀Ć┐╔▀_ĄĮ¤oč§╗»║═¤o├ō╠╝╝ė¤ßŻ¼ė├üĒ╝ė¤ß─│ą®╠ž╩ŌõōÕVĪŻ ĪĪĪĪ▄ćķgįOų├ąĶŪ¾ ĪĪĪĪõōÕV│§▄łŪ░Ą─╝ė¤ß┼cŠ∙¤ßįOéõĄ─įOėŗĪŻ▄łõō▄ćķgŠ∙¤ßĀtĄ─Āt╠┼×ķ┐ė╩ĮŻ¼ę▓ĘQ×ķ┐ė╩ĮŠ∙¤ßĀtŻ¼Ųõ╔Ž▓┐×ķ╗ŅäėĀt╔wŻ¼ÄūéĆĀt┐ė×ķę╗ĮMŻ¼ė├ŃQ╩ĮĄ§▄ćÅ─Āt┐ė╔Ž┐┌čb│÷┴ŽĪŻĀtą═ČÓęį╣®¤ßĘĮ╩ĮäØĘųŻ¼─┐Ū░ęč┌ģė┌Č©ą═ĪŻĖ„ć°ÅVĘ║▓╔ė├╔Ž▓┐å╬é╚¤²ūņŠ∙¤ßĀtŻ¼50Ī½60─Ļ┤·Į©įņĄ─ĀtĄūųąą─¤²ūņ╩Į╝░ŲõĖ─▀Mą═(╦─ĮŪ¤²ūņ╩Į)ę▓į┌╩╣ė├ĪŻė╔ ė┌▀BĶT╝╝ągĄ─░lš╣Ż¼ūį70─Ļ┤·ųąŲ┌ęįüĒŻ¼║▄╔┘į┘ą┬Į©│§▄łÖC║═▀@ĘN┐ė╩ĮŠ∙¤ßĀtĪŻ80─Ļ┤·│÷¼F▒Ī░Õ┼„▀BĶT▀B▄ł╝╝ągŻ¼║±50Ī½60mmŻ¼ķL40Ī½60mĄ─▒Ī░Õ▀BĶT┼„į┌║▄ķLĄ─▌üĄū╩ĮŠ∙¤ßĀtā╚Š∙¤ßŻ¼▀@ĘNŠ∙¤ßĀt┐╔╚▌╝{2Ī½3ēK▀BĶT┼„ĪŻ ĪĪĪĪ┐ė╩ĮŠ∙¤ßĀtįOėŗĄ─ų„ę¬ā╚╚▌░³└©▀xČ©Āt┐ė╚▌┴┐┼c│▀┤ńĪóėŗ╦ŃĀtūė«a┴┐┼cĮMöĄĪó┤_Č©Š∙¤ßĀt▄ćķg▓╝ų├ęį╝░╣Ø─▄┤ļ╩®Ą╚ĪŻ ĪĪĪĪĀt┐ė╚▌┴┐┼c│▀┤ńĀt┐ė╚▌┴┐ę╗░Ń┼c¤Æõōõō╦«╣▐Ą─╚▌┴┐ŽÓŲź┼õŻ¼ęįĘĮ▒Ńõō╠¢╣▄└ĒĪŻĀt┐ė│▀┤ń░┤▓╗═¼õōÕVį┌┐ėā╚▓╝ų├łDŠC║Ž▀xČ©Ż¼õōÕVķgŠÓę¬┐╝æ]õōÕV╩▄¤ßŠ∙ä“╝░Ą§▄ćŖAŃQčb╚ĪĄ─ę¬Ū¾ĪŻ ĪĪĪĪĀtūė«a┴┐┼cĮMöĄĖ∙ō■╝ė¤ßĄ─õōĘNŻ¼ÕVą═│▀┤ń║═ųž┴┐╝░Ųõį┌─Ļ▄łųŲ┴┐ųą╦∙š╝Ą─▒╚└²Īó¤ßÕV┬╩╝░¤ßÕV£žČ╚Ż¼ėŗ╦Ńå╬┐ė─Ļ¤²õō┤╬öĄ║═─Ļ«a┴┐ĪŻĀtūė─Ļėąą¦╣żū„Ģrķg│²ęįŲĮŠ∙¤²õōų▄Ų┌×ķ─Ļ¤²õō┤╬öĄĪŻŲš═©õōÅSĄ─Š∙¤ßĀt─Ļ¤²õō┤╬öĄ╝s1100Ī½1500┤╬Ż¼╠ž╩ŌõōÅSĄ─×ķ700Ī½900┤╬ĪŻ─Ļ¤²õō┤╬öĄ│╦ęįĀtå╬┐ėŲĮŠ∙čb╚ļ┴┐×ķå╬┐ė─Ļ«a┴┐ĪŻ Å─ĀtūėĮYśŗ╝░▓╝ų├┐╝æ]│Żęį2Ī½4éĆĀt┐ė×ķę╗ĮMŻ¼Ė∙ō■▄ćķgĄ──Ļ«a┴┐╝░å╬┐ė─Ļ«a┴┐ėŗ╦ŃĀtūėĮMöĄŻ¼╚Īš¹öĄ▓óŅA┴¶1Ī½2ĮMĪŻŠ∙¤ßĀt▄ćķg▓╝ų├Š∙¤ßĀt▄ćķg┼cų„▄łŠĆĄ─ŲĮ├µ▓╝ų├ų„ę¬ėąTūųą╬(┤╣ų▒)║═ę╗ūųą╬(ŲĮąą)ā╔ĘNĪŻ ĪĪĪĪ│²═Ō▓┐Śl╝■ę¬Ū¾═ŌŻ¼ų„ę¬┐╝æ]│÷ĀtõōÕVų┴│§▄łÖCĄ─▀\╦═Ģrķgæ¬ØMūŃ▄łųŲ╣ØūÓĄ─ę¬Ū¾ĪŻ ĪĪĪĪų„ę¬╣Ø─▄┤ļ╩®Š∙¤ßĀtĄ──▄║─ę╗░Ńė├ćŹÕV¤ß║─(GJŻ»t)ėŗ╦ŃĪŻė░ĒæćŹÕV¤ß║─Ą─ų„ę¬ę“╦ž╩Ū¤ßÕV┬╩╝░¤ßÕV£žČ╚ĪóĀtūėėÓ¤ß╗ž╩š┬╩╝░╔·«aš{Č╚╣▄└ĒĪŻ▌^║├Ą─│§▄łÅSŠ∙¤ßĀt¤ßÕV┬╩×ķ90Żźęį╔ŽŻ¼¤ßÕVŲĮŠ∙£žČ╚×ķ880Ī½900ĪµŻ¼ų·╚╝┐šÜŌŅA¤ß£žČ╚×ķ500Ī½600ĪµŻ¼ćŹÕV¤ß║─×ķ0Ż«71Ī½0Ż«92GJŻ»tĪŻĮ³─Ļā╚▓╔ė├õōÕVę║ąŠ╝ė¤ß╝╝ąg(╝┤õō ÕV╔ą╬┤═Ļ╚½─²╣╠Š═▀M╚ļĀtā╚╝ė¤ß)Īóėŗ╦ŃÖC┐žųŲĄ╚╣Ø─▄╝╝ągŻ¼Š∙¤ßĀtćŹÕV─▄║─┐╔ĮĄų┴0Ż«2Ī½0Ż«6GJŻ»tĪŻ Ųõ╦¹ča│õ |
|