|
|
|
�����~�l��
�a�䣺0 �g�[��15922 �l���r�g��2013-9-5
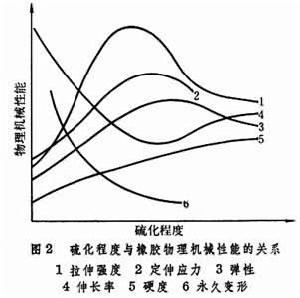
�l�� �������x ��������һ�~����vʷ�ԣ����������Ȼ���z��Ʒ������������M�н����������S�����z���I�İlչ���F�ڿ����ö�N����ǽ����M�н�������ĸ��ƌW�����x���ǡ������ܘ������Ը߷���ͨ�^�����ö��γɵľW��߷��ӵĹ�ˇ�^�̡��������ϼ����������z�D���鏗�����z��Ӳ�|���z���^�̡������ĺ��x���H�������H�����^�̣�߀�����a�����ķ����� �������� �������z������ڼӟ����c������ǰl�����W���������ɞ����w�W��Y�����^�̡����^������z�Q���z���������z�ӹ��е����һ�������Եõ����͵ľ��Ќ��Ãrֵ�����z��Ʒ�������z�ľW��Y���У���ǽ��I(�������ԭ�Ӕ�n��1;��δ������ԭ�Ӕ���Sx��Sy)���ܶȣ��Q�������z���̶ȡ������ڹ�ˇ���`�У������z�Ϻ��^������Cе���ܻ����zճ�ȵ�׃�����Д�ġ� �����l�� ����Ӱ����^�̵���Ҫ����������������ضȼ��r�g�������������������Խ�����ٶ�Խ�죬�����_�����̶�ҲԽ�ߡ���������z�е��ܽ�������ģ��^������Ǖ����z�ϱ����������Q���������˜p�ه���F��Ҫ���ڱM���ܵ͵Ĝض��£�������������ǵ����c���¼��������z��Ʒ��ʹ��Ҫ�������ܛ�|���z�е�����һ�㲻���^3%���ڰ�Ӳ�|�z������һ���20%���ң���Ӳ�|�z�е������ɸ��_40%���ϡ����ضȡ����ضȸ�10�棬�r�g�s�s��һ�롣�������z�Dz��������w����Ʒ�����M�����������λ�ضȵIJ����ͬ�����˱��C���^������̶ȣ������z��Ʒһ����������ء��͜��L�r�g�����r�g���@����ˇ����Ҫ�h�����r�g�^�̣��̶Ȳ���(��QǷ��)���r�g�^�L���̶��^��(�Q�^��)��ֻ���m�˵��̶�(�Q����)�����ܱ��C��ѵľC�����ܡ� �������^�� �����ɷ֞��Ă��A�Σ��������c�� ����ͨ�^�z�϶��쏊�ȵĜy��(���x)���Կ������������^�̿ɷ֞����T�����A�������^��(����Ȼ�z���f����ԭ)�Ă��A�Ρ�
�r�g-���쏊�� �������T����(�����r�g)�ȣ�����δ�_ʼ���z���кܺõ������ԡ��@һ�A�ΛQ�����z�ϵĽ����Լ��ӹ���ȫ�ԡ��@һ�A�εĽK�c���z���_ʼ������ʧ�����ԡ����T���ڵ��L�̳��c���z�������|���P����Ҫȡ�Q�����������������t���Դ��M�����Եõ��^�L�Ľ����r�g�������^�ߵļӹ���ȫ�ԡ� �������T�����Ժ������һ���ٶ��M�н����A���A�Ρ��A���ڵĽ��̶ȵͣ���ʹ���������z�ij������ȣ�����Ҳ���ܵ��_�A��ˮƽ����˺�Ѻ̈́ӑB�ѿڵ����܅s�����������á�
�������z����׃���D �������_�����A�κ����z�ĸ���������ܷքe�_����ӽ�����c�����_�����ܵľCȫƽ�⡣ ���������A��(��ƽ̹�^)֮�����^���A�Σ��ЃɷN��r����Ȼ�z���F����ԭ���F��(���쏊���½�)���ֺϳ��z(�������z��)���쏊���^�m���ӡ� �������κ����z���f���r��ֻ�Ǯa������߀���ڟἰ�������ص����îa���a机ͷ���朵Ĕ��ѡ��@һ�F��؞���������^�̡����^���A�Σ��������ռ���ݣ����z�ͰlӲ�����쏊���^�m��������֮�����z�lܛ�������F��ԭ �������� �������l���ɷ֞������Ҝ��͟�������������ڱ�Ĥ��Ʒ������Ʒ�ں���2%��5%�Ȼ���Ķ���̼��Һ�н��n��Ȼ��ϴ�������T�ɡ��Ҝ��r�����^�����Ҝغͳ������M�У���ʹ���Ҝ����z�{(�쟒�z��Һ)�M������܇��̥���^�����a�ȡ����������z��Ʒ����Ҫ�������������|����ʽ�IJ�ͬ�������ֿɷ֞�ֱ�����g���ͻ�������N��������ֱ��������Ʒֱ�������ˮ���������|�������g������Ʒ���ڟ�՚������˷�һ������ijЩ���^Ҫ��������Ʒ�����zЬ�ȡ��ۻ�����Ȳ��ÿ՚��������ٸ���ֱ���������˷��ȿ��Կ˷�������Ӱ���Ʒ���^��ȱ�c��Ҳ���Կ˷����ڟ�՚�����������r�g�L�����ϻ���ȱ�c�� �������������������gЪ���a����Щ�L�Ȳ������z��Ʒ�����B�m���牺����Ʒ���}ԡ�����v����������l���z�����z��Ĺ�ʽ�C�ȡ���������⣬���z��Ʒ߀�ɲ��ßo���������侀�ȣ����䑪��������ޡ� �����O�� �������ȵ���Ҫ���O����Ҫ��ƽ���C�����y�Aģ��ʽ�C����ʽ�Aģ�C�����H���M�ĵĹ�ʽ�C���O��;�҇����ȬF����Ҫ���õ���ƽ���͂��y�Aģ��ʽ�C��
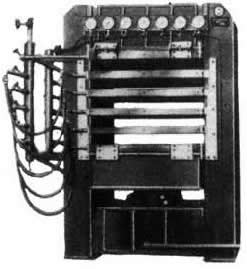
ƽ���C ����2006�꣬�������z�Cе�S�_�l��1725Һ���C��ͨ�^�ˏV���������΅^�ƌW���g�d�M�����b�����b��ί�T��һ���J�飬ԓ�aƷ���a���Ї����ȿհף��aƷ�����_�����H���Mˮƽ�����ߵȼ��d������̥�������O�䣬�ڇ��H�Ј��Ͼ����^���ĸ������� ����ԓ�aƷ�����������c���C������������ÿ��������һ�������Ŀ�܁����ܺ�ģ��;���Ժã��ϙM���͵���׃��С;���ęC���OӋ�·f�����Ъ����ԣ��c�b̥��ж̥�Cе���Ԅ��������У�����˶�λ����;���ҽY���·f�������������Ұ����������ҵĽY������׃�˂��y�ܷ���ʽ���Ķ�������ܷ�Ч����ʹ�É����Ͱ�ȫ��;��ģ��j�K���b���������ң������ģ��ʹ�É����Ͱ�ȫ�ԣ��ֱ���ģ�ߵ�����;Һ��ϵ�y��Ԫ��ȫ���������M�ɿ�Ԫ�����\��ƽ��;늚�ϵ�y���Ç��H���M�Ŀ���Ԫ�����O����_��ģλ�á��Cе������λ�á����ęC���ϭh����λ�ò���ֱ��λ�Ƃ��������ƣ����C�˶�λ���ȺͿɿ���;���Ç��H���M�Ĺ�Ű�ȫ�O�ؼ��g�����C�˲����ˆT�İ�ȫ��Ŀǰԓ�aƷ��ͨ�^�W�˵�'CE'�J�C��������ͨ�^�W�˵ĉ��������J�C��
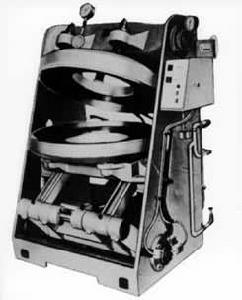
���w�C �������M�� �������M����һ��ܼӿ������ٶȣ��s���r�g�������ضȣ��p�����������������������z����Cе���ܵ��������������|�ͻ��W�M�ɿɷ֞�o�C���M�����ЙC���M���ɴ���o�C���M��ʹ�����磬������MЧ��С�����z���ܲ�.�F�������ЙC���M����ȡ�����S���ϳ����zƷ�N����;�IJ���lչ���F�д��M����Ŀ���s���������M���Ļ��W�Y��ͨ������֞���������mķ��λ�����������������������}�ȩ����Sԭ���}����塣���ٰ����Ă��y���M��NOBS��DIBS��TNTD��TETD �ȱ��J�錦�������ڝ���Σ������ˌ����@Щ���M�������Ʒ�����_�l�o���������M���Ć��}�ܵ����H�V���Pע��������������˾�Ƴ������ʹ��M��N-�嶡��-2-�p��������λ��������Ǻ��ٰ������y���M����������Ʒ��������������ɽ����˾�����خ���˾�������_������˾�����İݠ���˾���R�W��˾Ҳ���^���a���˸��N�o���������Եď�����M�����Ї����Ͳ��f�R���z������˾�_�l�ɹ��˲��������°����M��NS.�o����ٰ����°��Դ��M�������˗l�����Ͼ������S�����°����M�����_�l�ѽ�ȡ�ÿ�ϲ�Mչ�����ڵ���Ҫ���}�nj��ǁ������ʹ��M����Ʒ�N���_�l��NS�ȴ��M��������g���о�������Q�ٶ��Mչ�������c�l�_����������h��
���M�� �����a�� |
|