|
|
|
Š½▓╩į~Śl³cų¦╩Į▓Ż┴¦─╗ē”ų¦│ąčbų├
ča│õŻ║0 ×gė[Ż║13035 ░l▓╝ĢrķgŻ║2013-10-22
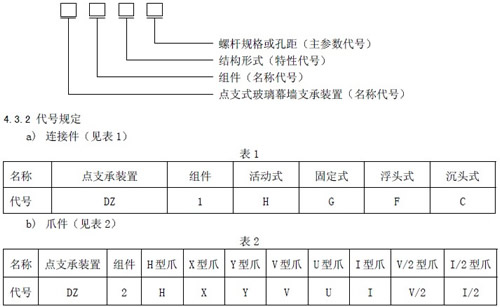
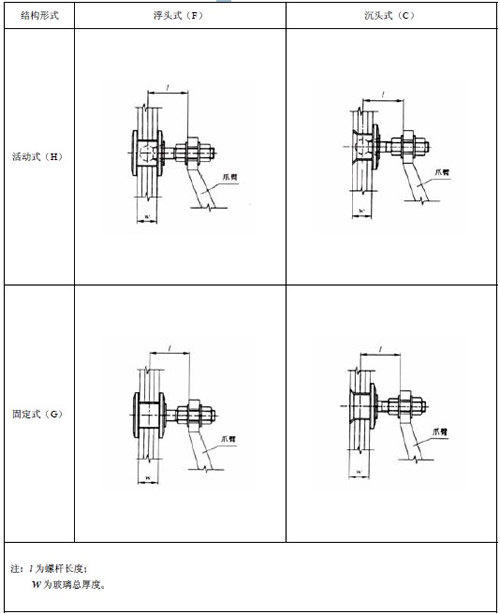
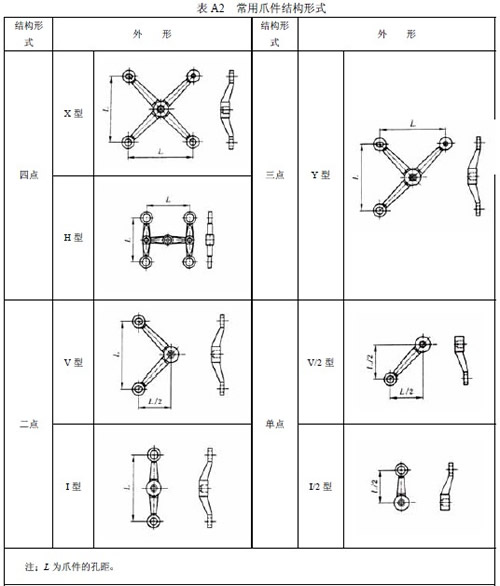
ĪĪĪĪŪ░ čį ĪĪĪĪ▒Šś╦£╩Ą┌ 5 š┬ųą5.2.1 5.2.2 5.2.3 ×ķÅŖųŲąįŚl╬─ŲõėÓ×ķ═Ų╦]ąįŚl╬─ ĪĪĪĪĮM│╔čbų├Ą─┴Ń▓┐╝■ Ę▓ėą═¼ŅÉłį╣╠╝■ć°╝ęś╦£╩š▀Ųõąį─▄ę¬Ū¾║═įć“×ĘĮĘ©Š∙ėĶę²ė├ ĪĪĪĪ▒Šś╦£╩ė╔Į©įO▓┐ś╦£╩Č©Ņ~蹊┐╦∙╠ß│÷ ĪĪĪĪ▒Šś╦£╩ė╔Į©įO▓┐Į©ų■ųŲŲĘ┼cśŗ┼õ╝■«aŲĘś╦£╩╗»╝╝ąg╬»åTĢ■Üw┐┌ ĪĪĪĪ▒Šś╦£╩žōž¤Ų▓▌å╬╬╗ ųķ║Ż╩ąŠ¦╦ć▓Ż┴¦╣ż│╠ėąŽ▐╣½╦Š╔Ņ█┌╩ą╚²÷╬╠žĘN▓Ż┴¦╣╔Ę▌ėąŽ▐╣½╦Š ĪĪĪĪ▒Šś╦£╩ų„ę¬Ų▓▌╚╦ ┴_æøĒnŲĮį¬±T╦Ī┴ų²ł═§Ą┬Ū┌┌w╝ę×IąņīÄ└ŅزįS╬─²łė┌Ø╔š² ĪĪĪĪ▒Šś╦£╩ė┌ 2001 ─Ļ11 į┬21 ╚š╩ū┤╬░l▓╝ ĪĪĪĪ1 ĘČć· ĪĪĪĪ▒Šś╦£╩ęÄČ©┴╦³cų¦╩Į▓Ż┴¦─╗ē”Įī┘ų¦│ąčbų├Ą─ę¬Ū¾┴”īWąį─▄įć“×ĘĮĘ©Öz“×ęÄät╝░ś╦ųŠ░³čb ĪĪĪĪ┘A┤µ║═▀\▌öĄ╚ ĪĪĪĪ▒Šś╦£╩▀mė├ė┌³cų¦╩Į▓Ż┴¦─╗ē”čbų├Ą─Įī┘ų¦│ąčbų├ ĪĪĪĪ2 ę²ė├ś╦£╩ ĪĪĪĪŽ┬┴ąś╦£╩╦∙░³║¼Ą─Śl╬─═©▀^▒Šś╦£╩ųąę²║═Č°śŗ│╔×ķ▒Šś╦£╩Ą─Śl╬─▒Šś╦£╩│÷░µĢr╦∙╩Š░µ▒Š ĪĪĪĪŠ∙×ķėąą¦╦∙ėąś╦£╩Č╝Ģ■▒╗ą▐ėå╩╣ė├▒Šś╦£╩Ą─Ė„ĘĮæ¬┐žėæ╩╣ė├ūŅą┬░µ▒ŠĄ─┐╔─▄ąį ĪĪĪĪGB 191 2000 ░³čbā”▀\łD╩ŠĘĮĘ© ĪĪĪĪGB/T 228 1987 Įī┘└Ł╔ņįć“×ĘĮĘ© ĪĪĪĪGB/T 232 1999 Įī┘ÅØŪ·įć“×ĘĮĘ© ĪĪĪĪGB/T 699 1999 ā×┘|╠╝╦žĮYśŗõō╝╝ągŚl╝■ ĪĪĪĪGB/T 700 1988 ╠╝╦žĮYśŗõō ĪĪĪĪGB/T 1220 1992 ▓╗õPõō░¶ ĪĪĪĪGB/T 1591 1994 Ą═║ŽĮĖ▀ÅŖČ╚ĮYśŗõō ĪĪĪĪGB/T 2100 1980 ▓╗õPõō─═╦ßõōĶT╝■╝╝ągŚl╝■ ĪĪĪĪGB/T 2828 1987 ų┼·Öz▓ķėŗöĄ│ķśė│╠ą“╝░│ķśė▒Ē▀mė├▀B└m┼·Ą─Öz▓ķ ĪĪĪĪGB/T 2829 1987 ų▄Ų┌Öz▓ķėŗöĄ│ķśė│╠ą“╝░│ķśė▒Ē▀mė├╔·«a▀^│╠ĘĆČ©ąįĄ─Öz▓ķ ĪĪĪĪGB/T 3098.1 2000 łį╣╠╝■ÖCąĄąį─▄┬▌╦© ┬▌ßö║═┬▌ų∙ ĪĪĪĪGB/T 3098.2 2000 łį╣╠╝■ÖCąĄąį─▄┬▌─Ė ĪĪĪĪGB/T 3098.6 2000 łį╣╠╝■ÖCąĄąį─▄▓╗õPõō┬▌╦© ┬▌ßö┬▌ų∙║═┬▌─Ė ĪĪĪĪGB/T 6414 1999 ĶT╝■│▀┤ń╣½▓Ņ ĪĪĪĪGB/T 8923 1988 ═┐čbŪ░õō▓─▒Ē├µõP╬gĄ╚╝ē║═│²õPĄ╚╝ē ĪĪĪĪJB/T 7528 1994 ĶT╝■┘|┴┐įuČ©ĘĮĘ© ĪĪĪĪ3 Č©┴x ĪĪĪĪ▒Šś╦£╩▓╔ė├Ž┬┴ąČ©┴x ĪĪĪĪ3.1 ³cų¦╩Į▓Ż┴¦─╗ē” the point suspended glass curtain wall ĪĪĪĪ▓Ż┴¦├µ░Õ═©▀^³cų¦│ąčbų├┼cŲõų¦│ąĮYśŗĮM│╔Ą──╗ē” ĪĪĪĪ3.2 ų¦│ąčbų├ support device ĪĪĪĪ▓Ż┴¦├µ░Õ┼cų¦│ąĮYśŗų«ķgĄ─▀BĮėčbų├ė╔▀BĮė╝■║═ū”╝■ĮM│╔ ĪĪĪĪ3.3 ▀BĮė╝■ connecting part ĪĪĪĪ▀BĮė▓Ż┴¦├µ░Õ┼cū”╝■Ą─ĮM╝■ ĪĪĪĪ3.4 ū”╝■ spider linking part ĪĪĪĪ░▓čbį┌ĮYśŗų¦│ąū∙║═▀BĮė╝■ų«ķgĄ─ĮM╝■ ĪĪĪĪ4 ĘųŅÉ ĪĪĪĪ4.1 ▀BĮė╝■[ĖĮõøA ╠ß╩ŠĄ─ĖĮõø▒ĒA1] ĪĪĪĪa) ▀BĮė╝■░┤śŗįņ┐╔Ęų×ķ╗Ņäė╩Į║═╣╠Č©╩Į ĪĪĪĪb) ▀BĮė╝■░┤═Ōą╬┐╔Ęų×ķĖĪŅ^╩Į║═│┴Ņ^╩Į ĪĪĪĪ4.2 ū”╝■[ĖĮõøA ╠ß╩ŠĄ─ĖĮõø▒ĒA2] ĪĪĪĪa) ū”╝■░┤╣╠Č©³cöĄ║══Ōą╬┐╔Ęų×ķ ĪĪĪĪå╬³cū”V/2 ą═║═I/2 ą═ ĪĪĪĪČ■³cū”U ą═V ą═║═I ą═ ĪĪĪĪ╚²³cū”Y ą═ ĪĪĪĪ╦─³cū”X ą═║═H ą═ ĪĪĪĪČÓ³cū” ĪĪĪĪb) ū”╝■░┤│Żė├┐ūŠÓ┐╔Ęų×ķ204mm 224mm 250mm ĪĪĪĪ4.3 ś╦ėø ĪĪĪĪ4.3.1 ą═╠¢ęÄät ĪĪĪĪ▀BĮė╝■║═ū”╝■Ą─ą═╠¢ė╔├¹ĘQ┤·╠¢³cų¦╩Į▓Ż┴¦─╗ē”ų¦│ąčbų├ĮM╝■╠žąį┤·╠¢ĮYśŗą╬╩Į║═ų„ģóöĄ┤·╠¢┬▌ŚUęÄĖ±╗“┐ūŠÓĄ╚ĮM│╔ĪŻ
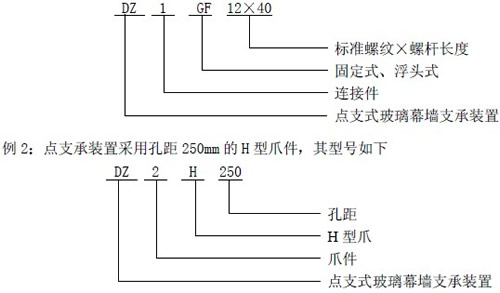
ĪĪĪĪ4.3.3 ś╦ėø╩Š└² ĪĪĪĪ└²1 ³cų¦│ąčbų├▓╔ė├ś╦£╩┬▌╝yM12 ┬▌ŚUķLČ╚40mm Ą─╣╠Č©╩ĮĖĪŅ^╩Į▀BĮė╝■Ųõą═╠¢╚ńŽ┬Ż║
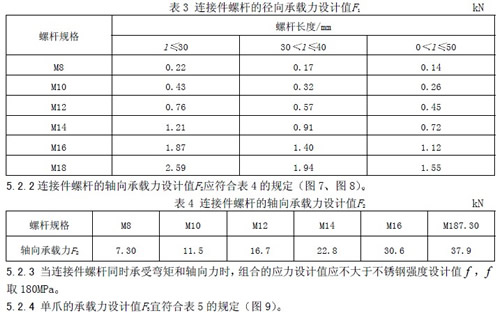
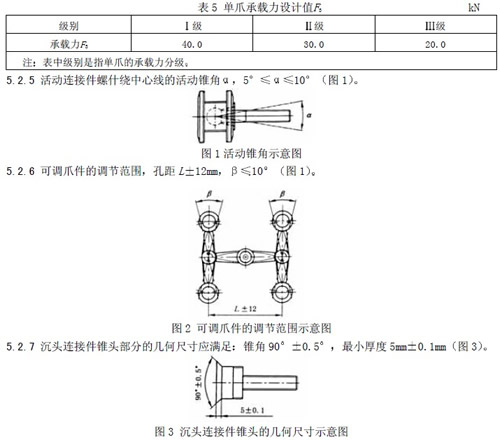
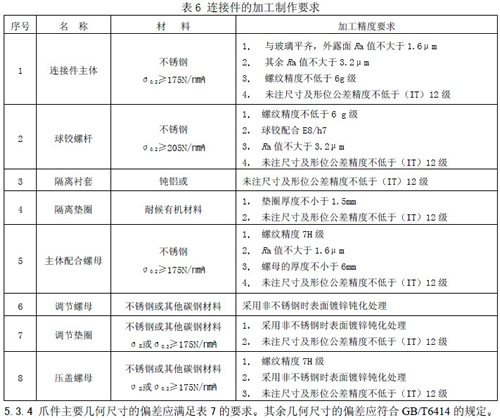
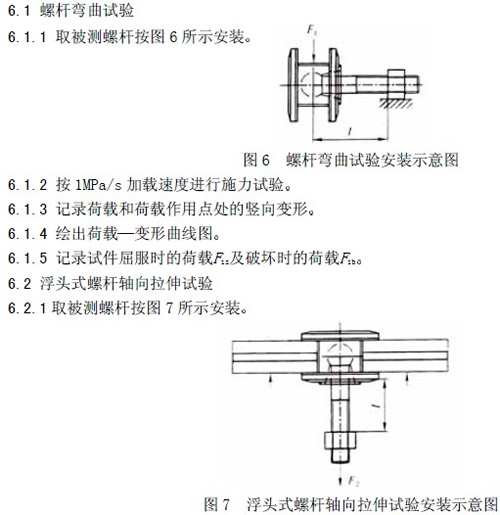
ĪĪĪĪ5 ę¬Ū¾ ĪĪĪĪ5.1 ▓─┴Ž ĪĪĪĪ5.1.1 ū”╝■┐╔▓╔ė├╠╝╦žõō▓╗õPõō║═õX║ŽĮĄ╚▓─┴ŽŲõąį─▄▒žĒÜĘ¹║ŽŽÓæ¬Ą─ć°╝ęś╦£╩ ĪĪĪĪ5.1.2 ▀BĮė╝■ųąŪ“Ńq┬▌ŚU▒žĒÜ▓╔ė├1Cr18Ni9Ti 0Cr18N9 ╗“ąį─▄Ė³āץ─▓╗õPõō▓─┴ŽŲõ╦¹┴Ń╝■▓╔Ą─▓─┴ŽŠ═Ę¹║Ž▒Ē6 Ą─ę¬Ū¾ ĪĪĪĪ5.1.3 ┼c▓Ż┴¦├µ░ÕĮėė|Ą─ē|╚”║═ē|Ų¼æ¬▓╔ė├╚ń─ß²ł╗“╝āõXĄ╚▓─┴Ž ĪĪĪĪ5.2 ų¦│ąčbų├Ą─ąį─▄ ĪĪĪĪ5.2.1 ▀BĮė╝■┬▌ŚUĄ─ÅĮŽ“│ą▌d┴”įOėŗųĄF1æ¬Ę¹║Ž▒Ē3 Ą─ęÄČ©(łD6)ĪŻ
ĪĪĪĪ5.2.8 ▀BĮė╝■┼cū”╝■čb┼õš{š¹┴┐Ż¼į┌╚²ŠSĘĮŽ“Ė„Ī└6mm ĪĪĪĪ5.3 ╝ė╣żę¬Ū¾ ĪĪĪĪ5.3.1 ╝ė╣ż▒Ē├µ┤ų▓┌Č╚æ¬▓╗Ą═ė┌Ra3.2 m ĪĪĪĪ5.3.2 Šo╣╠╝■Ą─ÖCąĄąį─▄æ¬Ę¹║ŽGB/T3098.1 GB/T3098.2 ║═GB/T3098.6 Ą─ę¬Ū¾ ĪĪĪĪ5.3.3 ▀BĮė╝■ųąĖ„┴Ń╝■łD4 Ą─╝ė╣żųŲū„ę╦ØMūŃ▒Ē6 Ą─ę¬Ū¾ĪŻ
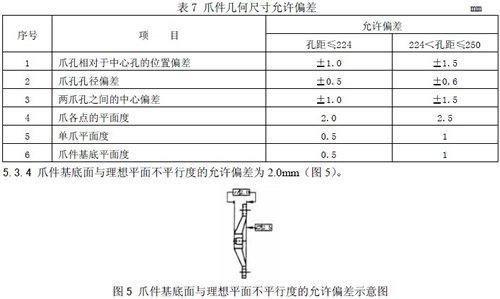
ĪĪĪĪ5.4 ▒Ē├µ╠Ä└Ē ĪĪĪĪĶTįņ╠╝╦žõō║═Ųõ╦¹õō▓─Ą─▒Ē├µæ¬░┤GB/T8923 Ą─ęÄČ©▀MąąĘ└Ė»╬g╠Ä└Ē ĪĪĪĪ6 ┴”īWąį─▄įć“×ĘĮĘ©
ĪĪĪĪ7 Öz“×ęÄät ĪĪĪĪÖz“×Ęų│÷ÅSÖz“×┼cą═╩ĮÖz“×ĪŻÖz“×ė╔ųŲįņÅSĄ─┘|┴┐Öz“×▓┐ķTł╠ąąĪŻ ĪĪĪĪ7.1.│÷ÅSÖz“× ĪĪĪĪ7.11│ķśėĘĮ░Ė ĪĪĪĪų┼·Öz“×GB/T2828 ęÄČ©Ą─š²│Żę╗┤╬ąį│ķśėĘĮ░Ė▀MąąŻ¼░┤Öz▓ķ╦«ŲĮ╚ĪS-3ĪŻ ĪĪĪĪ7.1.2 Öz“×ĒŚ─┐ ĪĪĪĪa) ═Ōą╬│▀┤ń╝░ŽÓĻP│▀┤ń ĪĪĪĪb) ▒Ē├µ╚▒Ž▌ ĪĪĪĪc) ┤ų▓┌Č╚╝░Š½Č╚Ą╚╝ē ĪĪĪĪd) ą╬╬╗╣½▓Ņ ĪĪĪĪ7.1.3 ┼ąČ©╦«£╩ ĪĪĪĪ┼ąČ©╦«£╩AQL ╚Ī1%Ż¼ę▓┐╔ė╔╣®ąĶļpĘĮ╔╠Č©ĪŻ ĪĪĪĪ7.2 ą═╩ĮÖz“× ĪĪĪĪ7.2.1 ėąŽ┬┴ąŪķørų«ę╗ĢrąĶ▀Mąąą═╩ĮÖz“× ĪĪĪĪa) ą┬«aŲĘ╗“└Ž«aŲĘ▐DÅS╔·«aįćųŲĄ─Č©ą═ĶbČ©░³└©╝╝ąg▐DūīĢr ĪĪĪĪb) š²│Ż╔·«a║¾«öĮYśŗ╣ż╦ćįŁ▓─┴Žėąųž┤¾Ė─ūāĢr ĪĪĪĪc) ĮøķLŲ┌═Ż«aČ°╗ųÅ═╔·«aĢr ĪĪĪĪd) ć°╝ę┘|┴┐▒OČĮÖz£yÖCśŗ╠ß│÷ą═╩Įįć“ץ─ę¬Ū¾Ģr ĪĪĪĪe) │÷ÅSÖz“×ĮY╣¹┼cūŅĮ³ę╗┤╬ą═╩Įįć“×ĮY╣¹ėą▌^┤¾▓ŅäeĢr ĪĪĪĪf) ┐═æ¶╗“║Ž═¼ę¬Ū¾Ģr ĪĪĪĪg) š²│Ż╔·«aĢr├┐Č■─Ļ╗“Č■╚f╝■«aŲĘÖz£yę╗┤╬ ĪĪĪĪ7.2.2 ┼ąČ©ęÄät ĪĪĪĪ«aŲĘĄ─ą═╩ĮÖz“×ĮY╣¹╚ńėą╚╬ę╗ĒŚ▓╗║ŽĖ±ätįōĒŚæ¬╝ė▒Č│ķśė▀MąąÅ═Öz╚ń╚į▓╗║ŽĖ±ät┼ąČ©įō┼·«aŲĘ×ķ▓╗║ŽĖ±«aŲĘĪŻ ĪĪĪĪ8 ś╦ųŠĪó░³čbĪó┘A┤µ╝░▀\▌ö ĪĪĪĪ8.1 ś╦ųŠ ĪĪĪĪ8.1.1į┌«aŲĘ░³čbĄ─├„’@▓┐╬╗æ¬ś╦├„Ž┬┴ąś╦ųŠŻ║ ĪĪĪĪa) «aŲĘĄ─├¹ĘQĪó╔╠ś╦╝░ą═╠¢ ĪĪĪĪb) ųŲįņÅS├¹ĪóÅSųĘ ĪĪĪĪc) ł╠ąąś╦£╩╠¢ ĪĪĪĪd) ╔·«a╚šŲ┌ ĪĪĪĪe) Öz“×║ŽĖ±ś╦ėø ĪĪĪĪ8.1.2 ░³čbŽõ▒Ē├µæ¬ėą├„’@Ą─Ī░┼┬رĪ▒ĪóĪ░ąĪą─▌pĘ┼Ī▒Ą╚ś╦ųŠŲõłD╩Šś╦ųŠæ¬Ę¹║ŽGB191 Ą─ęÄČ© ĪĪĪĪ8.2 ░³čb ĪĪĪĪ8.2.1 «aŲĘ┴Ń▓┐╝■æ¬╩╣ė├¤oĖ»╬gū„ė├Ą─▓─┴Ž░³čb ĪĪĪĪ8.2.2 ░³čbŽõā╚æ¬ėą«aŲĘ╩╣ė├šf├„Ģ°ĪóčbŽõå╬║═║ŽĖ±ūC ĪĪĪĪ8.2.3 ░³čbŽõæ¬└╬╣╠Ż¼▒ŻūC«aŲĘį┌▀\▌ö▀^│╠ųą▓╗Ģ■ōpē─ ĪĪĪĪ8.2.4 æ¬▒ŻūCčb╚ļŽõā╚Ą─Ė„┴Ń▓┐╝■▓╗Ģ■░l╔·╗źŽÓ┼÷ū▓ ĪĪĪĪ8.3 ┘A┤µ ĪĪĪĪ┴Ń▓┐╝■▓╗į╩įSų▒ĮėĮėė|Ąž├µŻ¼Ąū▓┐ē|Ė▀æ¬į┌100mm ęį╔ŽĪŻ┘A┤µŁhŠ│Š═┐šÜŌ┴„═©Ż¼▒Ż│ųĖ╔į’Ż¼¤o╦ßĪóēAĪó¹}Ą╚Ė»╬gąįĮķ┘| ĪĪĪĪ8.4▀\▌ö ĪĪĪĪæ¬▒ŻūC┴Ń▓┐╝■Ą─░³čbŽõŽõį┌▀\▌ö▀^│╠ųą▓╗Ģ■░l╔·┼÷ū▓Ż¼Ūęæ¬▌p─├▌pĘ┼ĪŻ ĖĮ õø A (╠ß╩ŠĄ─ĖĮõø) ▀BĮė╝■║═ū”╝■Ą─ĮYśŗą╬╩Į
Ųõ╦¹ča│õ |
|