|
|
|
Š½▓╩į~Ślø_▓├
ča(b©│)│õŻ║0 ×gė[Ż║10245 ░l(f©Ī)▓╝Ģr(sh©¬)ķgŻ║2014-6-11
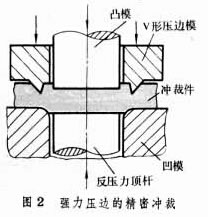
ĪĪĪĪĖ┼╩÷ ĪĪĪĪø_ ▓├╩Ū└¹ė├ø_─Ż╩╣▓┐Ęų▓─┴Ž╗“╣żą“╝■┼c┴Ēę╗▓┐Ęų▓─┴ŽĪó╣ż(ą“)╝■╗“ÅU┴ŽĘųļxĄ─ę╗ĘNø_ē║╣żą“ĪŻø_▓├╩Ū╝¶ŪąĪó┬õ┴ŽĪóø_┐ūĪóø_╚▒Īóø_▓█ĪóŲ╩ŪąĪóĶÅŪąĪóŪą▀ģĪóŪą╔ÓĪóŪąķ_Īóš¹ą▐Ą╚Ęųļx╣żą“Ą─┐éĘQĪŻ ĪĪĪĪÅ─░Õ┴Ž╔ŽĘųļx│÷╦∙ąĶą╬ĀŅ║═│▀┤ńĄ─┴Ń╝■╗“├½┼„Ą─ø_ē║ĘĮĘ©ĪŻø_▓├╩Ū└¹ė├ø_─ŻĄ─╚ą┐┌╩╣░Õ┴Žčžę╗Č©Ą─▌å└¬ŠĆ«a(ch©Żn)╔·╝¶Ūąūāą╬▓óĘųļxĪŻø_▓├į┌ø_ē║╔·«a(ch©Żn)ųą╦∙š╝Ą─▒╚└²ūŅ┤¾ĪŻį┌ø_▓├▀^(gu©░)│╠ųąŻ¼│²╝¶Ūą▌å└¬ŠĆĖĮĮ³Ą─Įī┘═ŌŻ¼░Õ┴Ž▒Š╔Ē▓ó▓╗«a(ch©Żn)╔·╦▄ąįūāą╬Ż¼╦∙ęįė╔ŲĮ░Õø_▓├╝ė╣żĄ─┴Ń╝■╚į╚╗╩Ūę╗ŲĮ├µą╬ĀŅĪŻ ĪĪĪĪų„ę¬╣żą“ ĪĪĪĪø_▓├┐╔Ęų×ķ╝¶ŪąĪó┬õ┴ŽĪóø_┐ūĪóŪąöÓĪóŪą┐┌║═Ų╩ŪąĄ╚ĪŻó┘╝¶Ūą╩Ūīó┤¾ŲĮ░Õ╝¶Ūą│╔Śl┴ŽĪŻó┌┬õ┴Ž╩Ūčžę╗ŚlĘŌķ]Ą─ĘųļxŠĆīó╦∙ąĶĄ─▓┐ĘųÅ─░Õ┴Ž╔ŽĘųļx│÷üĒ(l©ói)ĪŻó█Ūą▀ģ╩ŪŪą╚ź└Ł╔Ņ╝■Ą─’w▀ģĪŻó▄ø_┐ū╩Ūį┌░Õ┴Ž╔Žø_│÷┐ūĪó▓█║═░┘╚~┤░Ą╚ĪŻ ĪĪĪĪæ¬(y©®ng)ė├ ĪĪĪĪø_▓├│²ū„×ķéõ┴Ž═ŌŻ¼│Żė├ė┌ų▒Įė╝ė╣żē|╚”Īóūįąą▄ćµ£▌åĪóāx▒Ē²X▌åĪó═╣▌åĪóō▄▓µĪóāx▒Ē├µ░ÕŻ¼ęį╝░ļŖÖC(j©®)ĪóļŖŲ„╔ŽĄ─╣ĶõōŲ¼Īó╝»│╔ļŖ┬ĘųąĄ─▓ÕĮė╝■Ą╚ĪŻ ĪĪĪĪķgŽČ ĪĪĪĪø_▓├─ŻĄ─╔ŽĪóŽ┬─Ż╚ą┐┌Ą─Õe(cu©░)ķ_┴┐ĘQ×ķķgŽČĪŻķgŽČī”(du©¼)╝¶Ūąūāą╬ĪóŲŲē─▀^(gu©░)│╠Īóø_▓├╝■Ą─┘|(zh©¼)┴┐Īóø_─Żē█├³ėąė░ĒæĪŻø_▓├ķgŽČ╩▄░Õ┴ŽĄ─ąį─▄Īó░Õ┴Ž║±Č╚Īóø_▓├ĘĮ╩Į║═ø_─ŻĮY(ji©”)śŗ(g©░u)Ą╚ČÓĘNę“╦žė░ĒæŻ¼ę╗░Ńå╬▀ģķgŽČ╚Ī░Õ║±Ą─10Ī½15%ĪŻ ĪĪĪĪø_▓├Ūą┐┌ ĪĪĪĪø_▓├║¾Ą├ĄĮĄ─ø_▓├Ūą┐┌▒Ē├µė╔╦·ĮŪĪó╝¶Ūą├µĪóöÓ┴č├µ║═├½┤╠Ą╚4▓┐ĘųĮM│╔ĪŻ╝¶Ūą├µ╩Ū╦▄ąįūāą╬ą╬│╔Ą─Ż¼▒Ē├µ╣ŌØŹŪę┼c░Õ┴ŽŲĮ├µ┤╣ų▒ĪŻöÓ┴č├µ╩ŪŲŲē─ą╬│╔Ą─┤ų▓┌▒Ē├µŻ¼▓╗┤╣ų▒ė┌░Õ┴ŽŲĮ├µŻ¼│╩ę╗Č©āAĮŪĪŻŲš═©ø_▓├╝■Ą─│▀┤ńŠ½Č╚Ą═ė┌5╝ē(j©¬),▒Ē├µ┤ų▓┌Č╚╝s×ķR”┴50Ī½10ĪŻ ĪĪĪĪŠ½├▄ø_▓├ĘĮĘ© ĪĪĪĪ▓╔ė├Š½├▄ø_▓├ĘĮĘ©┐╔ęį╠ßĖ▀ø_▓├Ūą┐┌▒Ē├µĄ─┘|(zh©¼)┴┐Ż¼Ą├ĄĮ╚½▓┐╣ŌØŹ║═┤╣ų▒Ą─╝¶Ūą├µĪŻŠ½├▄ø_▓├Ą─īŹ(sh©¬)┘|(zh©¼)╩Ū╩╣ø_─Ż╚ą┐┌ĖĮĮ³╝¶ĄČūāą╬ģ^(q©▒)ā╚(n©©i)▓─┴Ž╠Äė┌╚²Ž“ē║æ¬(y©®ng)┴”ĀŅæB(t©żi)Ż¼ęųųŲöÓ┴čĄ─░l(f©Ī)╔·Ż¼╩╣▓─┴Žęį╦▄ąįūāą╬Ą─ĘĮ╩ĮīŹ(sh©¬)¼F(xi©żn)ĘųļxĪŻ×ķ┤╦į┌ø_▓├Ą─═Ōų▄į÷╝ėÅŖ(qi©óng)ē║┴”╚”,╚ńłD2ųąĄ─Vą╬ē║▀ģ─ż,ø_─ŻķgŽČ£pąĪ╗“?y©żn)ķž?f©┤)ķgŽČ(═╣─ŻąĪė┌░╝─Ż)ĪŻ ĪĪĪĪį┌┼·┴┐▌^ąĪĢr(sh©¬)Ż¼╗“ø_▓├║±Č╚║▄ąĪĄ─▒Ī░Õ╣ż╝■Ģr(sh©¬)Ż¼│Żė├Ž─z╗“Š█░▒§ź┤·╠µø_▓├─ŻĄ─ę╗éĆ(g©©)╚ą┐┌Ż¼ė├┴Ēę╗éĆ(g©©)╚ą┐┌═Ļ│╔Ęųļx╣żū„ĪŻ▀@ĘNĘĮĘ©ĘQ×ķŽ─zø_▓├╗“Š█░▒§źø_▓├ĪŻ Ųõ╦¹ča(b©│)│õ |
|