|
|
|
Š½▓╩į~Śl│Cų▒
ča(b©│)│õŻ║0 ×gė[Ż║23910 ░l(f©Ī)▓╝Ģr(sh©¬)ķgŻ║2014-7-24
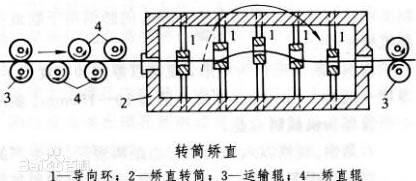
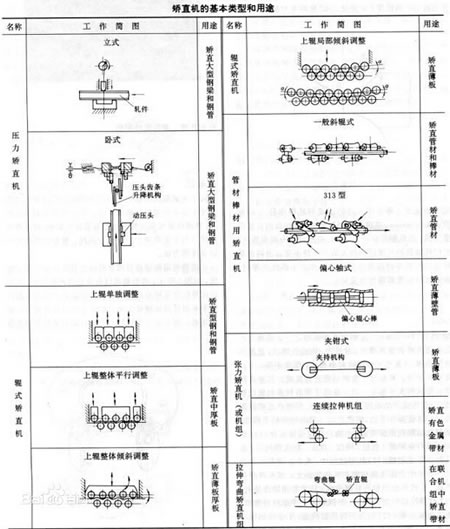
ĪĪĪĪ║å(ji©Żn)ę¬ĮķĮB ĪĪĪĪėó╬─├¹Ż║straightening ĪĪĪĪī”(du©¼)Įī┘╦▄ąį╝ė╣ż«a(ch©Żn)ŲĘĄ─ą╬ĀŅ╚▒Ž▌▀M(j©¼n)ąąĄ─│Cš²Ż¼╩Ūųžę¬Ą─Š½š¹╣żą“ų«ę╗ĪŻ▄ł▓─į┌▄łųŲ▀^(gu©░)│╠╗“į┌ęį║¾Ą─└õģs║═▀\(y©┤n)▌ö▀^(gu©░)│╠ųąĮø(j©®ng)│ŻĢ■(hu©¼)«a(ch©Żn)╔·ĘNĘNą╬ĀŅ╚▒Ž▌Ż¼ųT╚ń░¶▓─Īóą═▓─║═╣▄▓─Ą─ÅØŪ·Ż¼░ÕĦ▓─Ą─ÅØŪ·Īó▓©└╦ĪóŲ░Ū·Ą╚ĪŻ═©▀^(gu©░)Ė„ĘN│Cų▒╣żą“┐╔╩╣ÅØŪ·Ą╚╚▒Ž▌į┌═Ō┴”ū„ė├Ž┬Ą├ęįŽ¹│²Ż¼╩╣«a(ch©Żn)ŲĘ▀_(d©ó)ĄĮ║ŽĖ±Ą─ĀŅæB(t©żi)ĪŻ ĪĪĪĪ│Cų▒ĘųŅÉ ĪĪĪĪ│Cų▒┐╔░┤▒╗│C▄ł╝■Ą─£žČ╚Ęų×ķ¤ß│Cų▒║═└õ│Cų▒ĪŻ¤ß│Cų▒ę╗░Ńį┌650Ī½1000Īµ▀M(j©¼n)ąąŻ¼ų╗ė├ė┌ųą║±░ÕĪŻ│Cų▒£žČ╚╩Ū¤ß│Cų▒Ą─ųžę¬Ą─ģóöĄ(sh©┤)ų«ę╗ĪŻ│Cų▒£žČ╚▀^(gu©░)Ė▀Ż¼▄ł╝■į┌ļS║¾Ą─└õģsųą▀Ć┐╔─▄ę“└õģs▓╗Š∙«a(ch©Żn)╔·Ų░Ū·;│Cų▒£žČ╚▀^(gu©░)Ą═Ģ■(hu©¼)╩╣│Cų▒┐╣┴”į÷┤¾Ż¼│Cų▒└¦ļyĪŻ└õ│Cų▒ÅVĘ║ė├ė┌│Cų▒Ė„ŅÉą═õō║═õō╣▄Ż¼ę▓ė├ė┌ųą║±░ÕĄ─ča(b©│)│õ│Cų▒ĪŻ¤ß▄łą═▓─Ą─└õ│Cų▒Č╝į┌▄ł▓─└õģs║¾▀M(j©¼n)ąąĪŻ×ķ▒ŻūC│Cų▒┘|(zh©¼)┴┐║═Ė─╔Ųä┌äė(d©░ng)Śl╝■Ż¼║Ž└ĒĄ─└õ│Cų▒£žČ╚æ¬(y©®ng)Ą═ė┌200ĪµĪŻ«ö(d©Īng)│Cų▒ÖC(j©®)▓╝ų├į┌▄łųŲū„śI(y©©)ŠĆ╔ŽĢr(sh©¬)Ż¼│Żę“õō▓─└õģsĢr(sh©¬)ķg▓╗ē“Ż¼│Cų▒£žČ╚▀^(gu©░)Ė▀(ę╗░Ńį┌200Ī½250Īµęį╔Ž)Č°▀_(d©ó)▓╗ĄĮŅA(y©┤)Ų┌ą¦╣¹Ż¼ė░Ēæ│Cų▒┘|(zh©¼)┴┐ĪŻČÓöĄ(sh©┤)õō▓─ų╗│Cų▒ę╗┤╬Ż¼ų╗ėą▓╗ęū│Cų▒ŪęÅØŪ·Č╚ę¬Ū¾ć└(y©ón)Ė±Ą─«a(ch©Żn)ŲĘŻ¼ąĶę¬▀M(j©¼n)ąąā╔┤╬╗“ā╔┤╬ęį╔ŽĄ─│Cų▒ĪŻ ĪĪĪĪ│Cų▒ĘĮĘ© ĪĪĪĪ│Cų▒ĘĮĘ©ėąē║┴”│Cų▒Īó▌ü╩Į│Cų▒(░³└©ų▒▌ü│Cų▒║═ą▒▌ü│Cų▒)ĪóÅł┴”│Cų▒║═└Ł╔ņÅØŪ·│Cų▒ĪŻ└Ł╔ņÅØŪ·│Cų▒Ą─įŁ└Ē╩ŪŻ¼«ö(d©Īng)Ħ▓─į┌ąĪų▒ÅĮ▌ü?zh©żn)ė╔ŽĘ┤Å?f©┤)ÅØŪ·Ģr(sh©¬)ĮoĦ▓─╩®╝ė└Ł┴”Ż¼╩╣Ħ▓─«a(ch©Żn)╔·ÅŚ╦▄ąįčė╔ņŻ¼Å─Č°īóĦ│Cų▒ĪŻ└Ł╔ņÅØŪ·│Cų▒ÖC(j©®)ĮMę╗░Ńė├į┌▀B└m(x©┤)ū„śI(y©©)ŠĆ╔Ž│Cų▒Ė„ĘNĦ▓─Ż¼░³└©Ė▀ÅŖ(qi©óng)Č╚ĪóśO▒ĪĦ▓─ĪŻ▀@ĘNÖC(j©®)ĮMę▓ė├ė┌▀B└m(x©┤)╦ߎ┤░Õ└õģs║¾▀Ć┐╔▓╔ė├ŲĮš¹Ą─ĘĮĘ©£p╔┘░ÕĦĄ─║±Č╚▓Ņ║═│Cū„śI(y©©)ŠĆ╔ŽĄ─Ħ▓─ÖC(j©®)ąĄŲŲ„[Ż¼ęį╠ßĖ▀╦ߎ┤╦┘Č╚ĪŻ│Cų▒ÖC(j©®)Ą─ų▒░Õą╬ĪŻ┤╦═Ōī”(du©¼)ę╗ą®╠ž╩Ō«a(ch©Żn)ŲĘę¬▓╔ė├╠ž╩Ō│Cų▒Ż¼╚ń│Cų▒╗∙▒ŠŅÉą═║═╦³éāĄ─ų„ę¬ė├═ŠęŖ(ji©żn)▒ĒĪŻ└õ▄ł▒Ī░Õ╗“¤ß▄ł▒Ī▒Ī▒┌║═╠ž▒Ī▒┌╣▄╩╣ė├▐D(zhu©Żn)═▓│Cų▒(ęŖ(ji©żn)łD)Ą╚ĪŻ
Ųõ╦¹ča(b©│)│õ |
|