������ƪ����(n��i)����[�Ї�Ļ���W(w��ng)]���������l(f��)����
�������lʽ�����X�Ͳ��F(xi��n)������҇��ѽ�(j��ng)�н�ʮ������a(ch��n)��ʹ�õĽ�(j��ng)Ŀǰ����r�Ǐ��O(sh��)Ӌ�����a(ch��n)����(y��ng)�ã�����ټҠ��Q���ٻ��R�ţ��������a(ch��n)�S�̡�ϵ�y(t��ng)��˾������ꐳ��£����N���ӵ����͡�ϵ�y(t��ng)�njӳ����F�����҇����X�Ͻ��T���đ�(y��ng)���������˸߷塣
�������Dz�Փ��ϵ�y(t��ng)��˾��ϵ�y(t��ng)�O(sh��)Ӌ��߀���X�Ͳ��S�Ĵ����O(sh��)Ӌ�����O(sh��)Ӌ�ˆT��ע���������X�Ͳĵ���ǻ�O(sh��)Ӌ������l�Π���x��ȷ��棬�������˴��lʽ�����X�Ͳ��������C���P(gu��n)�I����---�ۿڵ��O(sh��)Ӌ���Ķ���ʹ��ʽ���ӵIJۿڴ����҂�ʹ�õ�ϵ�y(t��ng)�С�����б�Ҫ�����lʽ�����X�ͲĵIJۿ��M��һ��̽ӑ��
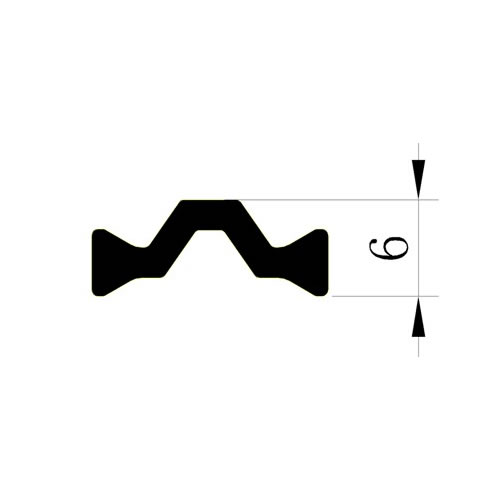
�������lʽ�����X�Ͳ��ИI(y��)���]���X�ͲĘ�(bi��o)��(zh��n)�ۿڳߴ���D1��ʾ�������ژ�(bi��o)��(zh��n)�ĸ���l(��ǻ�ͺ�һЩ������l����)�����^���ߴ�����϶�����D2��ʾ���@�ѽ�(j��ng)�Ǹ���l�ИI(y��)�Ę�(bi��o)��(zh��n)���a(ch��n)��@�Ӿͱ�Ȼ���ڸ����X�ͲIJۿ��c����l����φ��}��

�D1

�D2
���������Ǹ����X�ͲIJۿڵ��_�ڳߴ�,�ИI(y��)���]�ijߴ���

mm���@���������X�Ͳ���Ҫ��(j��ng)�^�L�X�����l��
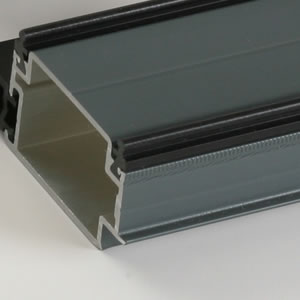
�L��������������(f��)�϶��ɣ��X�ͲIJۿ��ϵ��X�y���ɝL�X�P���X�ͲĵIJۿ�̎
�D�����ɵģ����ڝL���P���ۿڵĔD�������X���Ȼ����ͻ��s0.1mm���ң�ʹ�òۿڵ��_��̎�ă��ߴ���2.7mm�ԃ�(n��i)(��D3��ʾ)���@�r���l߀�DZ��^형��ģ�����ڴ��l�^���и���lͬ�ۿ�֮�g���g��߀�мs0.3mm(��D4��ʾ)��

�D3

�D4
��������X�ͲIJۿڵ��_�ڳߴ�С��2.9mm����ʹ�ÝL�X���X�ͲIJۿ��c����l֮�g���g��ҪС��0.3mm���@�r���l�����^���y������˕r����l���`�������`���Ԓ���O�п��܌�(d��o)�²��ܴ��l����r���F(xi��n)������X�ͲIJۿڵ��_�ڳߴ����2.9mm�r����ʹ�ÝL���r��A�^���г̼Ӵ�Ӱ���A�^�c����l��ҧ��;�������3.1mm�r���L������A�^���г��^���ܕ���(d��o)����A�^�_����
��������ǃ�(n��i)�A�^б�ǣ��ИI(y��)���]����58.6�㡣�����X�ͲIJۿڃ�(n��i)�A�^�Ǟ��˸���l�܉�ֱ��λ���X�ͲIJۿ��У����ڝL������֧�θ���l�����á��ɈD2�҂�֪������l�^����б����60�㣬������˿���Ҫ������Ȼ����l�c�����X�ͲĵIJۿ������ϵ��P(gu��n)ϵ����ô�����X�ͲIJۿڵă�(n��i)�A�^б�Ǟ�ʲô��58.6�㣬������60��?�@�������������X�ͲIJۿڃ�(n��i)�A�^б����60���Ԓ���ڸ����X�ͲĝL���r������l����(n��i)�A�^һ��(c��)��(y��ng)ԓ��Ҫ�c��(n��i)�A�^�o���N�ϵģ��@�����@��λ���ϸ���l�ܵ����������d�����L���r��A�^�o�����l����һ��������(Ҋ�D5)���@�Ӿ�����������һ����ƽ����wϵ��ʹ�ÝL���r���и���l��Ť�_�ѵ���r���[�����F(xi��n);�������X�Ͳă�(n��i)�A�^б����58.6���Ԓ���ڸ����X�ͲĝL���r�����ڃAб�ǶȵIJ�һ�ӣ�����l���X�Ͳă�(n��i)�A�^�ϲ��������ʹ�ø���l����(n��i)�A�^һ��(c��)(����(n��i)�A�^�ϲ���)�܉�dz��ӽ������ܾo���N�ϣ����ͬ��A�^һ�ӽo�����l���Ǽ�����(Ҋ�D6)���@�Ӳ�Փ��������r߀�����أ�����һ��ƽ����wϵ�����ԜpС����������IJ�ƽ������ڵĸ���l�_�ѵ��[����

�D5

�D6
�����ٴ��ǃ�(n��i)���A���ǣ��ڸ����X�ͲIJۿ�̎߀Ҫע�������A�^̎�ă�(n��i)���A���dž��}������ڝL���^�̮�(d��ng)�У��S����A�^�c����lҧ�ϣ���A�^����λ������߅�܉�׃��������ɴ�̎���϶ѷe���@�Ӿͱ�ȻҪ�A(y��)��λ�Á��ѷe�@Щ���ϡ�������X�ͲIJۿ��г��F(xi��n)��(n��i)���A����ȱʧ�ĬF(xi��n)��(��D7)���ڝL���^���ӧ́ݱؕ������A�^��(n��i)����λ���܉����X�����~�l���X�ġ����ИI(y��)��ٿ��ṩ���]��λ�öѷe��ֻ����ۿڃ�(n��i)��(c��)ͻ�������Ҫʹ��A�^ͬ�ӳ̶ȵIJ��M����l���ͱ�ȻҪ����L�������@������L���y�Ȳ��㣬߀�п�����ɵĺ�����ЃɷN����һ�ǝL�����^��ʹ����A�^�ڸ������F(xi��n)�����ĬF(xi��n)��(��D8��ʾ);����Ƕѷe����A�^�������X�Ľ�(j��ng)�^һ�Εr�g�Ժ�����(n��i)��(y��ng)���õ�ጷţ�ʹ����A�^���ܾo�o��ҧ���ڸ���l��(n��i)���Ķ��������X�Ͳĵ��Cе�������e�ǿv����������ֵ��

�D7 ��(n��i)���A����ȱʧ�F(xi��n)��

�D8 ��(n��i)���A����ȱʧ�ĝL��ģ�M��r
��������߀Ҫע������X�ͲIJۿ���A�^�����ĈA���Ǒ�(y��ng)����ƽ�����Ա���L���r��(y��ng)�����ЬF(xi��n)�Ķ������A�^�_�ѡ�
������(d��ng)�X�ͲIJۿڵ��_�ڳߴ硢��(n��i)�A�^�Aб�Ƕȡ���(n��i)���A���ǵȴ_�������ϲۿڵă�(n��i)���ߴ��Ǵ_���ˡ�
�����ۿڵ��ⲿ�ߴ�������Ҫ��һ����(sh��)��(j��)����A�^�߶ȣ��ИI(y��)���]����3.5mm���@Ҳ�ǚW����ʮ��ʹ�ý�(j��ng)�ĽY(ji��)������(d��ng)ȻҲ��������D9��ʾ�IJۿڣ����⌢��A�^�ߴ�Ӵ��@�ӿ��ԜpС�L���r�ĝL���������L���������ۼӴ���;������ͬ�ӵĝL�����£������X�Ͳĵ���A�^�c����lҧ�ϵĸ��o���ˡ�������֮̎�ǣ����ʹ�õ���C�͗l�������Į��ԗl���п��ܕ����F(xi��n)��A�^�c����l��������r(��D10��ʾ)�����Խ��h���һ��Ҫ�Ӵ���A�^�ߴ�r��Ҫ�M��������F(xi��n)������

�����D9

�����D10
�������ľʹ��lʽ�����X�ͲIJۿڸ��ߴ猦�����X�Ͳ����a(ch��n)��Ӱ��M����̽ӑ������̽ӑ�ĽY(ji��)�������]ʹ�Ø�(bi��o)��(zh��n)�IJۿڳߴ硣�C�����������������X�Ͳ����a(ch��n)��������@�����õ����W(xu��)���������x���(bi��o)��(zh��n)�ĸ���l��ͬ�r���x���ИI(y��)���]ʹ�õĸ����X�ͲIJۿڡ��@���H�H�Ǹ����X�Ͳ��ښW����ʮ������a(ch��n)��(j��ng)Ҳ�Ǹ����X�Ͳ����҇���ʮ��Č��`��(j��ng)�v��