������ƪ����(n��i)����[�Ї�Ļ���W(w��ng)]���������l(f��)����
����ǰ��
�����ԏ�2000��̩�Z�L��˾���W������X�Ͻ����Ἴ�g�������(n��i)�������Ͳ��ڇ���(n��i)�����a(ch��n)ʷ�ѽ�(j��ng)��������ˡ��S�����ҹ�(ji��)�����ߵĈ�(zh��)�����ȼӴ���������������m��Ҫ����ߣ���(ji��)�ܘ˜��������ƣ���(ji��)��ָ����u��ߣ���(ji��)�ܼ��g�ĸ��w��Խ��Խ�V���������X�Ͻ��T��Ļ����(ji��)�ܼ��g����Ҫ�\��֮һ------���lʽ�����Ͳ���ʹ����Խ��Խ���ǏĽ�����������P���T�������Ͳĵij����r�����������|(zh��)������߀�Ǵ���һ���Ć��}���e���Ҝؿv������ֵ��
�������ڴ��lʽ�����Ͳĵ��|(zh��)�����Ɔ��}���P���J�鑪ԓ��ϵ�y(t��ng)�OӋ�A�Ρ������x���A�κͼӹ��A�ε����������ȫ�^�̿��ƣ�ʹ�҂���K���a(ch��n)�����Įa(ch��n)Ʒ�܉�M�����GB 5237.6���X�Ͻ������Ͳ� ��6���֣������Ͳġ��ĸ��Ҫ��
����ϵ�y(t��ng)�OӋ�A��
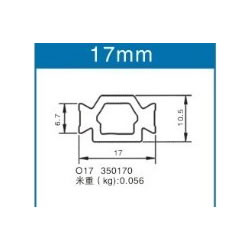
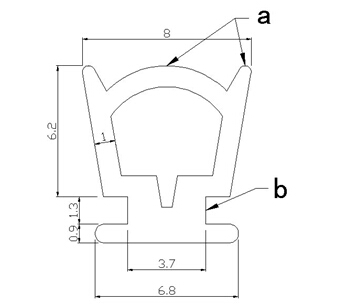
�����ڴ��A������Ҫ�ľ����X�Ͳ��ۿں��������Ͳ�(����l)�^���Ę˜ʻ��OӋ(��D1�͈D2��ʾ)��

�D 1�X�ͲĘ˜ʲۿڳߴ� �D 2 �������Ͳ�(����l)�˜��^���ߴ�
�������X�ͲĘ˜ʲۿڳߴ�����У��ۿ��ϲ��ߴ�(2.9+0.20)mm�c�²��ߴ�(4.9+0.20)mm�Ŀ��ƣ��Ǟ����c�������Ͳ�(����l)��ϣ��Ķ����l��형�;��(n��i)�A�^���OӋ�Ǟ��˾������Ͳ�(����l)�܉�ֱ��λ���X�ͲIJۿ��У����L������������Ͳ�(����l)��֧������;��A�^���OӋ�Ǟ����ڸ����ͲĽ�(j��ng)�L������A�^�ܲ��M�������Ͳ�(����l)��(n��i)���Ķ����C�����Ͳĵĸ���Cе����;�@Щ�ں�����P�ڼӹ���ˇ��Փ���Ќ�Ԕ����ጡ�
���������ڲۿ��OӋ��߀Ҫע�������A�^̎�ă�(n��i)���A���dž��}������ڝL���^�̮��У��S����A�^���M�������Ͳ�(����l)���A�^����λ������߅�܉�׃��������ɴ�̎���϶ѷe���@�Ӿͱ�ȻҪ�A��λ�Á��ѷe�@Щ���ϡ�������X�ͲIJۿ��г��F(xi��n)
������(n��i)���A����ȱʧ�ĬF(xi��n)��(��D3)���ڝL���^���ӧ́ݱؕ������A�^��(n��i)����λ���܉����X���]��λ�öѷe��ֻ����ۿڃ�(n��i)��ͻ�������Ҫʹ��A�^ͬ�ӳ̶ȵIJ��M�������Ͳ�(����l)���ͱ�ȻҪ����L�������@������L���y�Ȳ��㣬߀�п�����ɵĺ�
��

�D3 ��(n��i)���A����ȱʧ�F(xi��n)��

�D4 ��(n��i)���A����ȱʽ�ĝL��ģ�M��r
���������ЃɷN����һ�ǝL�����^��ʹ����A�^�ڸ������F(xi��n)�����ĬF(xi��n)��(��D4��ʾ);����Ƕѷe����A�^�������X�Ľ�(j��ng)�^һ�Εr�g�Ժ�����(n��i)�����õ�ጷţ�ʹ����A�^���ܾo�o��ҧ���ھ������Ͳ�(����l)��(n��i)���Ķ��������ͲĵęCе���ܣ��e�ǿv����������ֵ��
�����������Ͳ�(����l)�^���Ę˜ʻ��OӋ�Ǟ����c�ͲĘ˜ʲۿ���ϣ��@���ڼӹ��^�̮��о��ܴ��l형��������ڝL����
������Ȼ���g�����dz��ۺ�Ĺ�˾���������_�l(f��)�Լ����ͲIJۿں;������Ͳ�(����l)�^�������@��һ��ϵ�y(t��ng)���̣����@�^�̮���Ҫ�漰���dz���Ć��}�������ͲIJۿں;������Ͳ�(����l)�^������φ��}���L�������ƵĆ��}�ȵȣ����߀��Ҫ���صĺ�!
���������x���A��
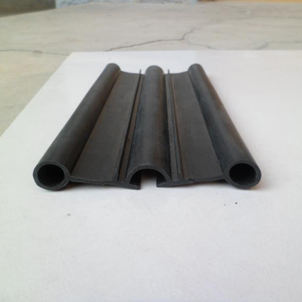
���������Ͳ��漰���IJ��Ͼ̓ɷN���X�ĺ;������Ͳ�(����l)��
�����ھ������Ͳ�(����l)ԭ���Ϸ��棬Ŀǰ���H�Ϲ��J�ľ������Ͳ�(����l)��ԭ�����䷽���������~�l�����ġ����ИI(y��)��ٿ��ṩ��75%������66(�Q����66�����QPA66)�͏�����25%�����w�S(���QGF)����PA66+GF25(��D5��6��ʾ)���@�����PA66�����^�ߵęCе���ܺ��ߜ����ܣ�߀���Ա��C�������Ͳ�(����l)�ijߴ���������(w��n)����;�������w�S�����Mһ����߾������Ͳ�(����l)�ęCе���ܣ�ʹ��M������һ���Y�������~�l���Y���������ИI(y��)��ٿ��ṩ����Ҫ��������ĵ�PA66�c�����ﲣ���w�S�ڽ�(j��ng)�^�����D�������a(ch��n)�����ľ������Ͳ�(����l)�����������棬��M������������120N/mm������C�������Ͳ�(����l)�������еĸ��N���dҪ��;�����γߴ羫�ȷ��棬�������Ͳ�(����l)�Ĺ����0.1mm�����C�˸����Ͳĵ����γߴ羫�Ⱥ��ᴰ���b�侫��(0.2~0.5mm);������Ûϵ��(sh��)���棬�������Ͳ�(����l)�Ğ�2.0~3.5X10-5K-1���c�X�Ͳĵ�(3.5X10-5K-1)�O�����;���ͺ������棬�܉��ֱ��������O�ޜضȷ�����(n��i)(-30oC~80oC)��ʹ��Ҫ������@�ɷN���ϵ��κ�һ헻�ȫ�����F(xi��n)��׃������������ش�ƫ���ô���ϵĸ��N��(y��u)�ݾ͟o�����ϣ��@�ǚW��30����ľ������Ͳ�(����l)�l(f��)չʷ������C���ġ�

�����D5 ����66 �D6 �����w�S
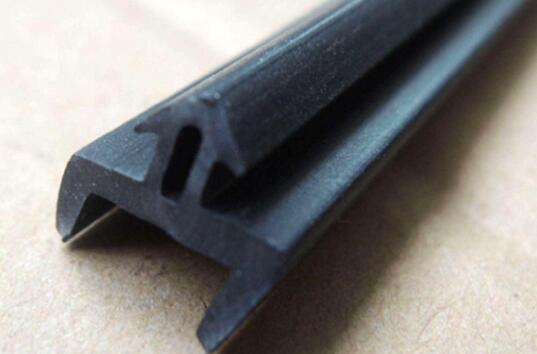
�����������Ͳ�(����l)�����γߴ羫�����҂��x��������Ͳ�(����l)��һ���Ҫ��ע����헡���D7���γߴ�õľ������Ͳ�(����l)�ă��^�܉�o�ܵ��N���X�ͲIJۿڃ�(n��i)���ڼӹ��^����Ҳ�������F(xi��n)ʲô���};�������ʹ�������^��ľ������Ͳ�(����l)������������^�c�ͲIJۿ����пp϶��������ڝL������A�^�c�������Ͳ�(����l)ҧ��̎��Ȼ�������������У���̎����ܵ�����Ӱ푣�����һ��ጷţ���ô�Y�����Ǿ������Ͳ�(����l)�_����������ء�����f��(n��i)���X�ͲIJۿڵײ�����ƽ�еģ�Ҳ�������@�N��r��
��

�D7 ��ͬ���γߴ羫�ȵľ������Ͳ�(����l)�b������
���������҂����x��������Ͳ�(����l)�r�͑�ԓ�x�����γߴ��^�õľ������Ͳ�(����l)��
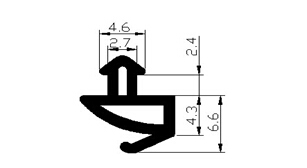
�������X�Ͳķ��棬�҃HՄՄ�X�Ͳĵ����ͳߴ羫��Ҫ����GB5237.6���X�Ͻ����Ͳ� ��6���֣������Ͳġ��Ќ������Ͳĵ����γߴ羫��Ҫ���ǣ�����GB 5237.1���X�Ͻ����Ͳ� ��1���֣����ġ������PҎ(gu��)���������f�����Ͳĵă�(n��i)����ǻ�Ͳĺ;������Ͳ�(����l)�@�����ֲ��ϵĔD������һ���ͺϹ������e�۵�ƫ��Ҫ����ԭ��һ���D���������~�l���D�����͡����ИI(y��)��ٿ��ṩ���Ļ��ģ�Ҳ�����҂����f�ġ�1��=��3+1���������X�Ͳ������ľ���Ҳ�O����Ҫ��

�D8 �X�ͲIJۿھ��Ȳ�µĽY��
������D8��ʾ���X�ͲIJۿھ���̫���(j��ng)�L���������Ͳ�(����l)�ѽ�(j��ng)�_���ˡ�
�����ӹ��A��
����

�D9 Ľ���O���_�X���� �D10 �����ͲĝL��������
������ϵ�y(t��ng)�OӋ�A���҂��ᵽ�^��(n��i)�A�^���OӋ�Ǟ��˾������Ͳ�(����l)�܉�ֱ��λ���X�ͲIJۿ��У��ڝL������������Ͳ�(����l)��֧������;��A�^���OӋ�Ǟ����ڸ����ͲĽ�(j��ng)�L������A�^�ܲ��M�������Ͳ�(����l)��(n��i)���Ķ����C�����Ͳĵĸ�헙Cе����;����߀�о����@�ӵ��OӋ�܉�ʹ�������Ͳ�(����l)�^���c�ͲIJۿھo�ܽY�ϣ��_���˾������Ͳ�(����l)�c�Ͳ�֮�g������ȵ�ˮ�B©���՚�B�Ć��}����������r�͈D10���Կ������������Ͳ��ڽ�(j��ng)�^�L����ֻ����A�^���X�y���M�˾������Ͳ�(����l)��(n��i)���������_�X�^���б��C����A�^��������h�����X�y����(j��ng)�L����ĸ����Ͳ��Ƿdz���Ҫ�ġ��@�ӵ�Ԓ��Ҫʹ���_�X�P��횶�λ�ڊA�^�ۿ�֮�g��ƫ��A�^̎(��D9��ʾ)��

�D11 ����_�X �D12 �õ��_�X

�D13 ����_�X �D14 �]���_�X
����߀�о�����A�^�X�y���h����r����ƈD11�͈D12�Ǻõ��_�X���X�y����h�����ڝL���^���У��X�y�܉���M�������Ͳ�(����l)��(n��i)���Ķ��ܴ_�������Ͳĵĸ�헙Cе����(�e�ǿv���������ֵ)����D15��ʾ����ƈD13�t��֮���������f�D14�ˡ�

�D15 �X�y���M�������Ͳ�(����l) �D16 �X�y�]�в��M�������Ͳ�(����l)
�����D17�Ǹ����ͲIJ�ͬ�_�X��r�ڲ�ͬ��B(t��i)�µĿ������ܲ�e�����@���҂����Կ��������������ӵęz�y��B(t��i)���_�X�|(zh��)��ֱ��Ӱ푵���K�����X�ͲĵĿ���������ֵ���_�X�|(zh��)��Խ�ߡ�����������ֵԽ�ߡ�
����������ǝL���@������
�����@������������Ҫ�ľ��ǝL���O��һ��Ҫ���L�����@ʾ��������ڝL���^���У��L��݆�п���ƫλ����������Ͳ�(����l)�����^����ͲIJۿ����`���@Щ���}����ʹ�ÝL����������ߜpС����K�����ͲIJ��dz��F(xi��n)�@�ӵĆ��}�������ǘӵĆ��}����֮���Dz��ܝM��GB 5237.6��Ҫ����������˝L�����@ʾ�����ڝL���^���г��F(xi��n)�˝L���������^�����r����ֱ���@ʾ�ڝL�����@ʾ���У��@�r���a(ch��n)���˾Ϳ���ͣ�C�z��ԭ������]�У���ôֻ�������ęz�y�У����ܰl(f��)�F(xi��n)���}���@�r�ѽ�(j��ng)�ǡ�ľ�ѳ��ۡ������Ҹ����Ͳ���֪������һ�r�����a(ch��n)�ĸ����Ͳij��F(xi��n)�ˆ��}��
����߀�о��Ǹ���(j��)ISO������Փ�е��P�I�h(hu��n)��(ji��)------ȫ�^�̿��ƣ���Ό��L�������M��ȫ�^�̿���?��Ҳֻ��ȫ�^�̱O(ji��n)�؝L�����@ʾ����

�D17 �����ͲIJ�ͬ�_�X��r�ڲ�ͬ��B(t��i)�µĿ������ܲ�e

�D18 �L���O��ĉ����@ʾ��
������������
������ȻҪ���ƺô��lʽ�����Ͳĵ��|(zh��)����߀Ҫ����GB/T 5237.6��Ҫ�����ýM���z�ͳ��S�z߀�о��ǽ�����ȫ���S���a(ch��n)���Ƴ�������(n��i)���|(zh��)������������|(zh��)�������ıO(ji��n)�س���ȵȡ�
������֮�����SҪ���a(ch��n)���|(zh��)����(y��u)���Ĵ��lʽ�����Ͳģ�������ϵ�y(t��ng)�OӋ�A�Σ��X�ͲIJۿں;������Ͳ�(����l)�^��Ҫ���ؘʻ��OӋ���@���������a(ch��n)�^�̵�ǰ��;������x���A�Σ�����x��ߴ羫�ȃ�(y��u)�������W�������õ��X�Ͳĺ;������Ͳ�(����l)���@���������a(ch��n)�^�̵ı�Ҫ�l��;����Ǽӹ��A�Σ������_�X�͝L���@�ɵ��P�I����Ŀ��ƣ��@���������a(ch��n)�^�̵ěQ�������ء�
�����ڝM���@Щ�l�������a(ch��n)�����ĸ����Ͳģ���Ȼ�܉�M�����GB/T 5237.6��Ҫ��!