������ƪ��������[�Ї�Ļ���Wwww.gdjiasi.com]���������l����
������ͪ�ܷ��z���~�l����ͪ�ܷ��z�����ИI��ٿ��ṩ�����Ծ������ЙC����������A�ۺ������~�l���ۺ�����ИI��ٿ��ṩ����ͨ�^�����a�����w��ż���������������ȸ�������Ϻ��c�՚��еĝ����|�����Ҝ��½��̻��������w���~�l�������w�����ИI��ٿ��ṩ�������������������Si-O-Si�M�ɣ��I�ܴ�������ݗ�����~�l��ݗ�䡱���ИI��ٿ��ṩ����������˾��Ѓ��������ϻ������ߵ͜����ܣ��V���\��������Ļ���I����ܷ�ճ�����~�l��ճ�ӡ����ИI��ٿ��ṩ����
����Ŀǰ������ͪ�ܷ��z�֞�νM�ݺ��p�M�ݣ��νM�ݹ�ͪ�ܷ��z��ͨ�^�c�h���еĝ����|���ɱ��������̻�����˴��ڱ���̻��̶Ȳ�һ�£������ٶ�������ӹ̻�����ȫ�Ȇ��};�p�M�ݹ�ͪ�ܷ��z����A�M�ֺ�ˮ�����Ԍ��F����ͬ���̻����˷��������νM�ݹ�ͪ�ܷ��z���ڵĆ��}��A�M����ˮ�ֺ����ߵ͌��p�M�ݹ�ͪ�ܷ��z��ʩ�����ܼ����W�������~�l�����W���ܡ����ИI��ٿ��ṩ������һ����Ӱ푡������о���ˮ�ֺ������p�M�ݹ�ͪ�ܷ��z��Ӱ푡�
����01��ˮ�ֺ�����A�M���D���Լ����^Ӱ�
��������ͬˮ�ֺ�����A�M���M�ДD���Ԝyԇ�������ܔ������1��ʾ��
��1 ˮ�ֺ�����A�M�֔D���Լ����^Ӱ�
|
��̖ |
ˮ�ֺ���/ppm |
�D����/��g/min�� |
������ |
|
A-1 |
485 |
77 |
���� |
|
A-2 |
1090 |
78 |
���� |
|
A-3 |
1511 |
77 |
���� |
|
A-4 |
1948 |
72 |
���� |
|
A-5 |
2560 |
58 |
���� |
|
A-6 |
2910 |
25 |
�|׃ |
|
A-7 |
4060 |
16 |
�|׃ |
|
A-8 |
4860 |
15 |
�|׃ |
���������ܷ��z��ʩ���^���У����õĔD���������܉�oʩ���ˆT����M����w�У��ı�1��֪���S��ˮ�ֺ������ӣ��D���ԳʬFƽ���½��������½�������ƽ���F�����^�������D׃�ɾ����|׃������Ҫԭ����ˮ�����c�������w�g����îa�����I���£���A�M�־����������������ų����������������ˮ�ֺ�����2500 ppm�������õČ��Ãrֵ��
����02��ˮ�ֺ������p�M�ֹ�ͪ�ܷ��z�̻����ʵ�Ӱ�
����l �����r�g����

�D1 ˮ�ֺ������p�M�ֹ�ͪ�ܷ��z�����r�g��Ӱ�
���������r�g�Ǻ����p�M�ֹ�ͪ�ܷ��z�Ȳ������γɽ��W�j�Y���ĺ��^�w�F���g�ӷ�ӳ�������g�ķ������ʣ��ĈD1��֪���S��ˮ������u��ߣ������r�g�ʬF�����½�����uƽ�����@�����ˮ���wϵ�в��ɻ�ȱ�ĽM�֣�ˮ�ֵ����ӣ����M�˽�����ˮ���������˹��u��֮�g��ײ�ęC�ʣ��s���˽��̻��r�g;���Ǯ�ˮ�ֺ���<1000 ppm�r�����F�˱��ﷴ���̶Ȳ�һ�µĬF���ܲ��������r�g��������
�������x����
�������Mһ������ˮ���p�M�ݹ�ͪ�ܷ��z�̻����ʵ�Ӱ푣�ͨ�^�x�y�������r�g�cŤ��֮�g���Pϵ�����Y����D2��

�D2 ˮ�ֺ������p�M�ֹ�ͪ�ܷ��z�̻��̶ȵ�Ӱ�
�����ĈD2��֪���S���̻��r�g�����ӣ�Ť����u���ӣ������S���̻��r�g�����L���z�w�Ľ��̻��̶�Խ��Խ�����4#��7#�ɂ���Ʒ����48 min�r���F�˽��c��48 minǰ7#��Ʒ���̶��ȃ���4#��Ʒ��48 min��4#��Ʒ�������ʃ���7#��Ʒ��ԭ�������ˮ�ֺ����^�ߣ�ˮ��a����С�������|��K�˽�������ͬ�r���ִ���Ҳ��ˮ�ֺ����^�߰l����ˮ��ʧЧ������wϵ�е�ˮ�ֺ�����Ҫ�����ں��m�ą^�g��
����03��ˮ�ֺ������p�M�ֹ�ͪ�ܷ��z���W���ܵ�Ӱ�
������Ӳ����Ӱ�
��������Ʒ�Ƃ���L*��*��=10*5*2 cm��С�ĜyԇƬ��ÿ��һ�Εr�g���y�����gλ�õ�Ӳ�ȣ����Y����D3��

�D3 ˮ��������ͬ�B�o�r�g�p�M�ֹ�ͪ�ܷ��zӲ�ȵ�Ӱ�
�����ĈD3��֪�����wϵ��ˮ����<4000 ppm�r���p�M�ֹ�ͪ�ܷ��zӲ���S�B�o�r�g���L��u����;��ˮ�ֺ�����4000 ppm�r���p�M�ֹ�ͪ�ܷ��zӲ���S�B�o�r�g���L���������������ԭ�����ں�ˮ���^�࣬������ˮ���ٶȼӿ죬ጷų����С�������|�����ܼ��r�ŷų�ȥ���������wϵ�У��p�����Mһ��������������|����ጷź��̶��Mһ���Ӵ�
���������쏊����100 %ģ����Ӱ�
�������Ȳ�ͬ�B�o�r�g�p�M�ֹ�ͪ�ܷ��z�����W������D4��ʾ��
�D4 ˮ�ֺ������p�M�ֹ�ͪ�ܷ��z����������Ӱ�
�����ĈD4��֪����ˮ�ֺ���>1000 ppm�r���B�o5��ȃA����ƽ�����B�o14������쏊�ȟo���@���;��ˮ�ֺ�����1000 ppm�r���S���B�o�r�g�����L�����쏊�Ȳ�������������߀���M�С�
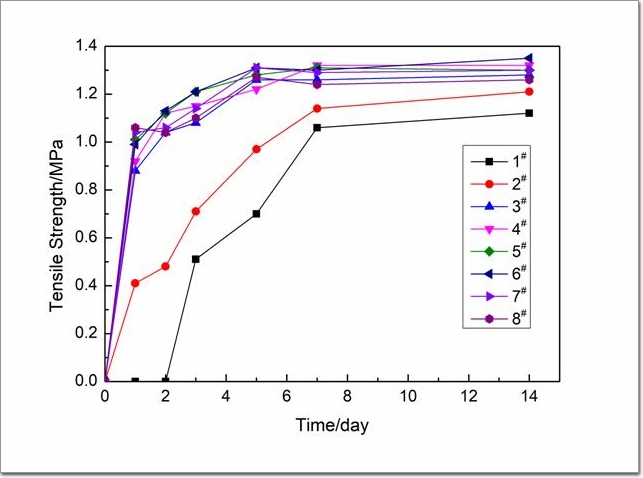
���������Mһ��ֱ�^�ı���ˮ�ֺ��������W���ܵ�Ӱ푣�����ͬ�r�g��100 %ģ���M�Мyԇ�����Y�����2��
��2 ˮ�ֺ������p�M�ֹ�ͪ�ܷ��z100 %ģ����Ӱ�
|
��Ʒ��̖ |
�B�o��ͬ�r�g��100 %ģ��/MPa |
E1/E14 |
|
E1 |
E2 |
E3 |
E5 |
E7 |
E14 |
|
1# |
/ |
/ |
0.21 |
0.48 |
0.50 |
0.59 |
0% |
|
2# |
0.38 |
0.44 |
0.65 |
0.71 |
0.75 |
0.76 |
50% |
|
3# |
0.64 |
0.70 |
0.76 |
0.81 |
0.82 |
0.80 |
80% |
|
4# |
0.68 |
0.74 |
0.80 |
0.83 |
0.83 |
0.83 |
82% |
|
5# |
0.71 |
0.74 |
0.81 |
0.85 |
0.83 |
0.82 |
87% |
|
6# |
0.72 |
0.80 |
0.85 |
0.90 |
0.91 |
0.91 |
78% |
|
7# |
0.71 |
0.73 |
0.80 |
0.91 |
0.90 |
0.88 |
81% |
|
8# |
0.60 |
0.64 |
0.70 |
0.83 |
0.83 |
0.82 |
73% |
�����ı�2��֪���S���B�o�r�g�����L��ģ���ʬF�������L��ƽ�����c�D4���Fһ��;ͬ�r���Ե�֪���B�o��ͬ�r�g���S��ˮ�ֺ�����������ģ��������ͣ���ԭ������ж���һ�ǣ���ˮ�ֺ����^�ߕr������ˮ��ጷų�����������|��ˮ�ֽ������wϵ�ķ�������;���ǣ�����ˮ�ֺ����^�ߣ��wϵ�е�ż���A�����Ծۣ����������ܶ���
�����������H������r�����ڽM�b���M���ܷ�ճ���ԕr���p�M�ֹ�ͪ�ܷ��z��ʩ�zһ����M�а��\�Ȳ������@��Ҫ�ܷ��z�B�oһ������һ���Ľ������ֿ��������ܷ��z���Ɖġ��ı�2���Կ�������ˮ�ֺ�����1000 ppm�r���B�oһ��ģ��ռ�ȴ���50 %���܉��_���^�õĹ̻��̶ȣ�����B�oһ����ģ��ռ��(E1/E14)����Ч���_��ԓ�䷽��ˮ�ֺ����Ƿ���m��
������ˣ��m����ˮ�ֺ����܉�ʹ�aƷ��������ʩ�����ܣ�ͬ�rҲ�ܼӿ�ǰ�ڷ������ʣ�������aЧ�ʣ���ˮ�ֺ�����һ�������ȵIJ���aƷ��K�����W���ܟo���@Ӱ푡�
�������w���ԣ��ܷ��z��ʩ����Ҫ���m�ĭh���l�����ژO�˳���������ą^����Ҫʩ���ˆT����^�죬ʹ�����_��ʩ���ַ���BAIYUN�������Ї���ͪ�ܷ��z�ИI�I܊��I��ʼ�K�Գ֞�ÿһλ�͑��ṩ���õ�ճ���ܷ��Q�������鰲ȫվ�����������x��!