������ƪ��������[�Ї�Ļ���W]���������l����
����1 �҇��X�Ͻ������Ͳ��ĬF��
����1. 1 ���a�S���a��������̎������rȫ���s��650 ���X�Ͳ����a�S, ���N�D���C�_���Д���s4250 �_, �X�Ͻ������Ͳ���a���s350�ft , 2006 ��ȫ���X�Ͻ��Ͳ�������50. 8 �ft ���ҡ��X�Ͻ����Ͳĸ��N����̎���ı�������:����, 8%~ 10% ; ꖘO��������ɫ, 28% ~ 30% ; ꖘO��������ɫ�Ӿ, 17%~ 19% ; ��ĩ��Ϳ, 44% ~ 45% ;��̼����, 3%~ 5% ; ����, 2% ~ 3%��
����1. 2 �X�Ͻ����ͲĈ��еĘ˜�
����1. 2. 1 Ҏ���˜�
����( 1)GBPT 8013. 1-20075�X���X�Ͻ�ꖘO����Ĥ�c�ЙC�ۺ���Ĥ��1 ����: ꖘO����Ĥ6;
����( 2)GBPT 8013. 2-20075�X���X�Ͻ�ꖘO����Ĥ�c�ЙC�ۺ���Ĥ��2 ����: ꖘO�����ͺ�Ĥ6;
����( 3)GBPT 8013. 3-20075�X���X�Ͻ�ꖘO����Ĥ�c�ЙC�ۺ���Ĥ��3 ����: �ЙC�ۺ��ͿĤ6��
����1. 2. 2 �aƷ�˜�
����( 1) GB 5237. 1-20045�X�Ͻ����Ͳĵ�1 ����:����6;
����( 2) GB 5237. 2-20045�X�Ͻ����Ͳĵ�2 ����:ꖘO��������ɫ�Ͳ����~�l����ɫ�Ͳġ����ИI��ٿ��ṩ��6;
����( 3) GB 5237. 3-20045�X�Ͻ����Ͳĵ�3 ����:�ӾͿ���Ͳ�6;
����( 4) GB 5237. 4-20045�X�Ͻ����Ͳĵ�4 ����:��ĩ��Ϳ�Ͳ�6;
����( 5) GB 5237. 5-20045�X�Ͻ����Ͳĵ�5 ����:��̼�����~�l����̼�ᡱ���ИI��ٿ��ṩ����Ϳ�Ͳ�6;
����( 6) GB 5237. 6-20045�X�Ͻ����Ͳĵ�6 ����:�����Ͳ�6��
����1. 2. 3 �����o���˜�
����( 1)YSPT @@ @ 5�X�Ͻ����ͲČ����o������( ��ĩ) 6;
����( 2)YSPT �X�Ͻ����ͲČ����o������( �����l) ;
����( 3)YSPT �X�Ͻ����ͲČ����o������( �����z) ;
����( 4)YSPT �X�Ͳġ��X�����~�l���X�塱���ИI��ٿ��ṩ����̼��ͿҎ��;
����( 5)YSPT �X�Ͻ����Ͳ��ӾͿ��Ҏ����Ҏ���˜ʡ��aƷ�˜ʺ͌����o�����Ϙ˜��@����˜ʘ������X�Ͻ����ͲĮaƷ��ϵ�y�������˜ʡ�
����2 �X�Ͻ����Ͳĵ�һЩ���}
����ÿһ�N�aƷ���|�����Զ��������P��Ҫ��_������, ÿһ�N�aƷ���|���lչ�����ɿ͑�������lչ�ġ�
�������X�Ͳı���̎������, ��ͬ�ı���̎����ˇ���aƷ�ĸ��N����Ҫ��o���c������������Ĥ����Ĥ���~�l����Ĥ�����ИI��ٿ��ṩ���ĺ����ֱ�ӵ��P��
����Ĥ�ĺ�Ȳ�ͬ, �����g��ԇ�Y����һ�ӡ����҇��������T����Ļ��Ҏ����, �X�Ͻ�ꖘO����Ĥ�eһ��Ҫ����AA10 ����AA15 ��; ꖘO�����ͺ�Ĥһ��Ҫ����B ��; ��̼����һ��Ҫ���Ƕ�Ϳ����Ϳ, ����Ĥ��ȷքe��30 Lm��40 Lm�����, �҇������X�ͲĴֵ�ԇ���о���aƷ�|�������ľC�Ϸ�ӳ, �������@ôһ������̎��Ĥ��ą^�g�
��������, ���ڴ��h����Ⱦ�ļӄ�, ���齨���������o�Y�����~�l�����o�Y�������ИI��ٿ��ṩ�����T����Ļ���Ͳ�, Խ��Խ�@ʾҪ����Ĥ�e�ߵķ���lչ, �e��Ļ���Ͳ�, �ں���̻�������c���ж��Dz����y��AA25 �����ӾA ������̼������Ϳ�ȵı���̎���X�Ͻ��Ͳġ����ڲ�ͬĤ������ܵ��о��@��ʮ����Ҫ, �e��ꖘO����ĤAA25 ����
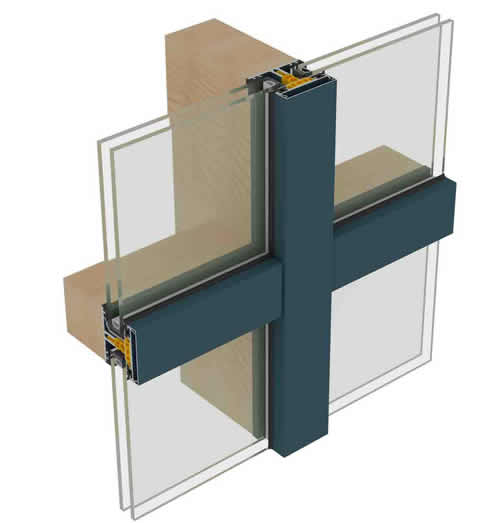
����2. 1 ����cꐻ��r�g( �����A�����t�ᷨ)
�����ĈD1 �͈D2 ����, ��ͬһ���a����ͬһ��ˇ���a���IJ�ͬ���e��ꖘO����Ĥ���, ��ꐻ��r�g�Dz�һ�ӵ�,AA10 ����AA15 ������ꐻ��r�g24 h �Ϳ�����, ��AA25 ���ąs��Ҫ96 h��
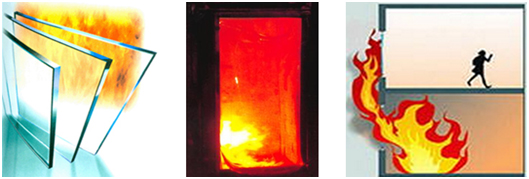
����2. 2 ��̫ꖕ������
����ꖘO����Ĥ��̫ꖕ�Ĥ����һ��˜ʶ�δ�ᵽ��ꖘO����Ĥ��Ĥ�ј˜��ж��ß����ԁ�����,ԇ���nj���Ʒ���ں�������A����( 46 ? 3) e
��������30 min ���M�Йz��, ����������ߜض�6 e ����30min, ֱ������82 e ��
���������T����Ļ���Ͳĵı����ڽ���������ֱ������ꖹ�ʹ��h��֮��, ������Ĥ����Ҳ��ֱ���ܵ����ҵ�ꖹ������������ѡ�


�����D3 ʾ��ꖘO�����X�Ͻ��Ͳ���ꖹ���ֱ������ԇ�ĈDƬ�����Օ�ԇ�Y������, ꖹ�ֱ�����������ꖘO����Ĥ�l������, ����Ĥ���Խ��, �@�N����Խ���a��, �����@�Nꖹ�ֱ������a���ğ��ѿ������{��ꖘO������ˇ���Мط��ˇ����Q��

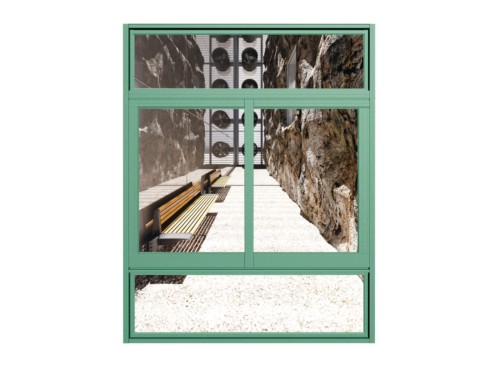
����2. 3 ���b���g���}
�����X�Ͻ��T�����İ��bʩ���֞�: �ɷ�ʩ���͝�ʩ����
�������O���ƶ����X�Ͻ��T�����̼��gҎ�̌���ʩ����Ҫ��: �X�Ͻ��T������߅�c����Ĩ�Ҍӽ��|��λ, ���M������̎��, ��������ˮ��ɳ�{�Л]��Ҏ������ɳ��ʹ��Ҫ��
�������㽭ʡ����һ���Ľ������ú�ɳ��ˮ��ɰ�{, ����ˮ���X�Ͻ��Ͳij����F���g, ��D4 ��ʾ��

�����ĈDƬ�п�, ���g�ײ������X�Ͻ��Ͳķ�ĩͿ�Ӹ��g, �B�X���wҲһ��l�����g, ���Ҹ��g�ɶ���, ȫ����
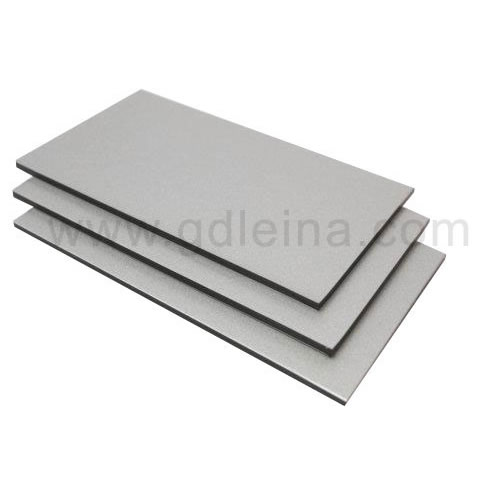
������ɳ�е��Ȼ���Ͳ����@ô��ĸ��g��? �҂��ù��I�}������Ͳĵ�ԇ�����Ȼ����Ϳ�X�Ͻ��Ͳĵĸ��g��r, �D5 �����ԇ�ӵČ���DƬ�������M�}�����ԇ��, �Ͳı����Ϳ�Ӳ��]���ܓp�Ɖ�, ֻ����ɶ�������һ�c����ʲô�]�г��F�ú�ɳ��ˮ��ɰ�{�r�ǘӵĸ��g��r��? �Ƿ����ú�ɳ��ˮ��ɰ�{�ľ������g�Ō��X�Ͳĵĸ��g�a��Ч��( ����ú�ɳ��ˮ��ɰ�{����ˮ��ĨͿһ���º�Űl�F���g��) ��

����3 ���X�Ͻ����Ͳĵ�һЩ˼��
����( 1) Ļ���Ͳ�ꖘO�����������AA25 ���Ĺ���Խ��Խ��, ��AA25 ��ꖘO����Ĥ���ʬF�Ć��}��AA20 �����µ�Ҫ��, �����ɫ�جF�ԡ���ĥ���~�l����ĥ�����ИI��ٿ��ṩ�����Բ�ȶ���Ҫ�о��Ć��}��
����( 2) �mȻ�X�Ͻ��Ͳı���̎���N�, ���������Ͳ�ʹ�íh���и��g���|�N���, ���������Ƕ�N���|�������, �����_չ��Ԫ���g���|���Ͳ�Ӱ푵�ԇ��о��^����Ҫ��
�����҂����м��^���^��Ȼ�⡢�ҾӏN�����{�Ļ��s���w�����е�·��܇�ŷŵ����͡����͡�Һ��ʯ�͚���s��ȶ�Ԫ���g���|���X�Ͻ��Ͳĵĸ��g��
����( 3) ĿǰGB 5237. 4��GB 5237. 5 �˜��Ќ�Ϳ��ֻ���{���w�Ͳ��b���, ���b���һ�㲻Ҫ��, �@�ӌ��·��b���Ϳ�ӱ�, �����]��Ϳ�ӡ��Ͳķ��b���]�������g�ĵȼ�Ҫ��, �������Ͳĵĸ��g�ķ��b���ӄ��M�ЏĶ�Ӱ��Ͳĵ����w�|��, ���ԑ���ЧҎ���Ͳķ��b���ķ����gҪ���c��ʩ��
����( 4) �҇���ꑺ������_18 000 km ��, �в������S�����|�����Ϻ������˽�, �غ��^��ӽ�������ȡ��ɳ��ˮ��ɰ�{�����T�����҂����յ���Ϣ, ���F��ɳ��ˮ��ɰ�{�l�����g�X�Ͻ��T�������ĵ^���㽭ʡ����һ��, �Ϻ�߅�ďV�|���ٰl�F���Ƿ���ͨ�^ԇ��о�, ��ʹ�ú�ɳ�r���Ȼ���o��һ������������, ָ��ʹ�������_ʹ�ú�ɳ, �@���҂���Ҫ���Ĺ�����
����( 5) �҇���GB 5237 �˜ʺ�GBPT 8013. 1 �˜���, ���U���Ͳı��Ĥ����x�����Ҫ��, ��ָ��Ĥ����ǿ������ܵ���Ҫָ��, �������غ��^��������X�Ͻ��T�����Ͳ����_�x��Ĥ�e��Ҏ��߀�������, �҂���ԓ���Ժ�߅ֱ�����x�������_��Ĥ��ȵ��x��ֵ�������x��߅ֱ�����x5 km �Ľ������x�ö���Ĥ�e, ֱ�����x10 km~ 50 km �Ľ��������x�ö���Ĥ�e��
����4 �Y���Z
����( 1) �����X�Ͻ����Ͳĵĸ��N����̎��, ����Ĥ����Ǻ���Ҫ��, ���Ĥ����ǿ����Ͳı������ܵ��P�I���ء�
����( 2) ������ͬ�h���в�ͬ���|������Ⱦ�X�Ͻ��T��������ɲ�ͬ�ĸ��g, Ҫ�о��µ�ԇ��, �Դ��M��ˇ���X�Ͻ��T�����b�����ĸ��M��
����( 3) ��Ϳ�������Ͳĵķ��b��摪���]�ƶ�һ����Ϳ�Ӻ�Ș˜�, �@�NͿ�Ӻ�ȑ��Բ�¶�מ����,������X�Ͻ��T�����Ľ��|���g�ȼ���