����1��ǰ��
�������C̖CRH6�ͳ��H��܇�M���҇���һ����H��܇�M���֞�r��200��160����ɿ�܇�ͣ�����4��4�о��M��܇�����Еr��200������܇����ϯ���T��557�ˣ��M�d1488��;�r��160������܇����ϯ���T��1514�ˣ��M�d2010�ˡ��s��ɾ�ͬ�ٶȵȼ���ͬ���M��ʽ��܇�M��2���࣬������B�͵��F�\�ܣ��Ҽ�߄�܇�M�͵��F��܇���p���ݣ����п��ن����cͣ܇����ȫ�ɿ��������m�ԡ����ܭh���ȱ������c���ȿ��Ԍ��F�����\�I�����d�������ֿ��ԝM�����Ⱥ֮�g��վ�g����\������
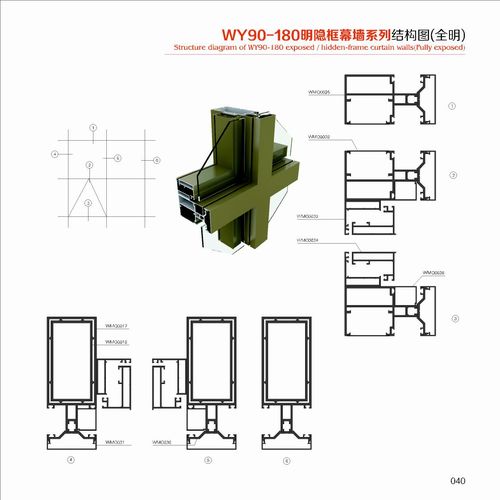
����ԓ��܉��܇�Y��܉��܇�v�p������Ҫ�����w܇������22���X�Ͻ��طN�Ͳ��������~�l�����ӡ����ИI��ٿ��ṩ����ÿ��܇���ߴ��24.5��3.3��3.86m��܇�w������D1��ʾ��

��������܇���Ͳ����a�y�ȴ��gҪ��ߡ�������Π���s��߀��ߴ���桢�Ͳ��L(24.5m)�����ڡ��⌒���ں�������c�����Ҍ����W�������������ܡ������g���ܡ��ߴ��������~�l�����ȡ����ИI��ٿ��ṩ�������^�|���ȶ�Ҫ���Ѓ����Ĕ���ָ�ˣ������ͲĔ�����D2��ʾ���������܇܇�w���X�Ͻ��Ͳ�������Ҫ���������T�O�����D��������80MN�߾����D���b���⣬߀��횿��ƺ�һϵ�й�������a���g��ˇ�l��������Y���ҹ�˾�Г���2011���V�|ʡ�������a�W�нY���Ŀ(�Ŀ��̖��2011A090200104)�������C̖CRH6��܉��܇���X�Ͻ��Ͳ����a���gҪ�c��Փ���¡�

����2�����aԇ��^��
����ԇ����ͬˮƽ����T����������u���w���������aA6N01��A7N01�Ͻ��T�������T���M�о��|̎����܇Ƥ������90MN��36MN�D�������O�����M�ДD�����ھ�������ͲĽ�һ���r�g����Ȼ�rЧ���M���˹��rЧ̎����
����2.1ԇ��ò���
�����D��ԇ��ò��Ϟ����T���a����̖�cҎ��駶494mm-A6N01����320mm-A7N01�ɷN�T����A7N01�Ͻ���Ҫ����߅���Y������3���Ͳģ�
����������A6N01�Ͻ𡣸������a���H��Ҫ�����ձ��˜�JISH 4100�е��@�ɷN�Ͻ�ɷ��M�������{�������w���±�1��ʾ��

����2.2ԇ���Ҫ�O��
����(1)���T�����O��
�����T�����a����25�����T�t���~�l�����T�t�����ИI��ٿ��ṩ����ͬˮƽ����T��C������Ҫ�����O���У�
�����٠t���Ԅӿ���ϵ�y;
�������X�۟��ھ���������ϵ�y;
��������u���w����ϵ�y;
�������մ��^�V��;
�������ھ��y��x;
������50����|�t��
����(2)�D�������O��
�����ͲĔD��ʹ�õ���90MN�D���C��36MN�D���C���������O���У�
�����ٿ��ٹ��l�Б��ӟ�t(�ݶȼӜ�);
���������M�ھ�����b��;
�������p�����C;
������500���������~�l�����족���ИI��ٿ��ṩ���Cֱ�C;
�����ݶ�����ΙC;
������30���L�r�t��
����2.3 ��ˇ���g����
����������܇�ͲČ���������ƣ�ڡ������g��Ҫ��ߣ�����T���r��횱��C�t�ȺϽ�߶ȺϽ������ƶ�ģ�����~�l��ģ�ߡ����ИI��ٿ��ṩ���OӋ���D����ˇ�r�������C�aƷ�ij�Ʒ���⣬߀�豣�C�aƷ�ijߴ羫�Ⱥ;C�����W���ܵȼ��gָ��Ҫ����ˣ������a�У������T���D���͕rЧ��ˇ���Ї����Ҫ���w���еĹ�ˇ���gҪ�����2����4��ʾ��



����3��ԇ�Y���cӑՓ
����3.1�T���ͱ�ԇ�Y��
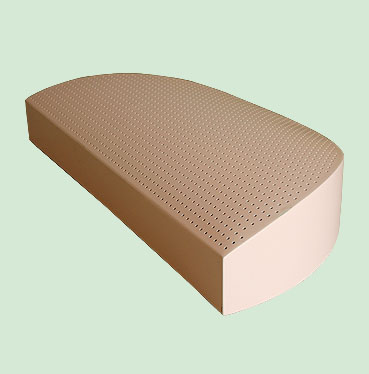
�������Ͻ��T��ȡ�����ͱ��z�飬���ھ�����1�����ײ�1��2����߅����5��10mm�ֲ���2���������o����ȱ�ݡ��D��ǰ�����M��܇Ƥ̎��������ָ�˝M����܇�ͲĔD�����a����ԇ�ӵͱ���ƬҊ�D3���D4��ʾ��
��


����3.2���W����ԇ�Y��
�����Ͳ�ԇ�����W����ԇ�Y�����5��ʾ��
��

����3.3�S��Ӳ��������ԇ�
�����Ͳ�ԇ�ӾS��Ӳ�ȼ�����ԇ�Y�����±�6��
��

����3.4�ͲĽ���ԇ�Y��
����(1)A6N01�ͲĘ�Ʒ����ԇ�Y��
�����ͱ��M������Ʒ�z�y����δҊ�־��h��δҊ�Ѽy���~�l���Ѽy�����ИI��ٿ��ṩ�����sβ�������������������A�s��������يA�s���װ�����������c��ȱ�ݣ��ͱ��������ஔ��GB/T 3246.2-2012��һ����
 ��һ�12��һ�
��һ�12��һ�