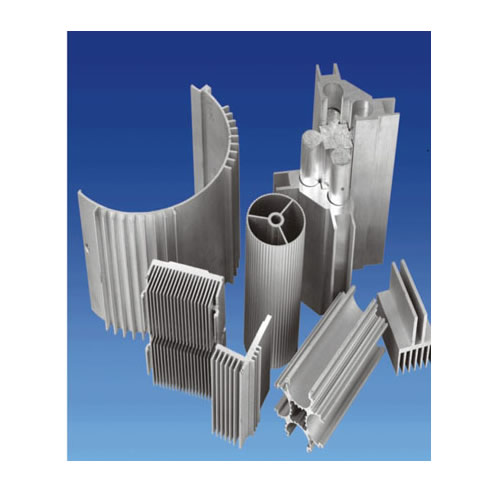
������������S����(gu��)��(j��ng)��(j��)���w�ٰl(f��)չ����(du��)���������߱����|(zh��)�������C(j��)е�������~�l���C(j��)е���ܡ����ИI(y��)��ٿ��ṩ�����X�Ͳ����e��һЩ�Π��(f��)�s���Ͳ��ʹ����������Ͳĵ�������Խ��Խ�����̎�����X�Ͳļӹ��^������Ҫ�Ĺ����y(t��ng)���X�ͲĴ��ˇ�Dz����x�����t�팍(sh��)�F(xi��n)���̎�����@�N��ˇ���ܺĸ����a(ch��n)�����L(zh��ng)��ȱ�c(di��n)�����ھ�����g(sh��)�����D����ֱ�Ӵ����s�����������˔D���a(ch��n)�������ᣬ�н����ܺġ��s�̹�ˇ���̼�������a(ch��n)Ч�ʵȃ�(y��u)�c(di��n)����(sh��)�F(xi��n)�ھ�����ѳɞ��S��̼��g(sh��)�ˆT�о�����Ҫ�n�}��
����һ���X�Ͻ��ھ����Ļ���ԭ��
�����D���X�Ͻ������(sh��)�ǿ���̎����(qi��ng)���X�Ͻ��@Щ�Ͻ��ڔD����(j��ng)�^������̎���͕r(sh��)Ч����������(qi��ng)�����@����Ҫ�ĽM�������c���W(xu��)��(qi��ng)�ȡ�
�����ɟ�̎�폊(qi��ng)���X�Ͻ���@�����c(di��n)������Ͻ�Ԫ���ڹ̑B(t��i)�X�е��ܽ���S�ض����߶�������ӡ����ܟ�̎��ͨ�������ɂ�(g��)���E��������̎������s����һ�������ڹ��ܶȾ��ض����ό������M(j��n)�П�̎���γ������w����Al-Mg-Siϵ�Ͻ��������(sh��)�(y��n)�C����Al-Mg-Si�Ͻ�(y��ng)�ڸ���500�z�϶��M(j��n)�П�̎����ʹMg2Si��������ȫ���ڹ̑B(t��i)�X�С����ˌ�(sh��)�F(xi��n)�����Ĺ��ܟ�̎���^�̣����ʹ�ߜ���̎�ڹ��ܠ�B(t��i)�ĺϽ�����������s���Ҝأ��Է�ֹMg2Si��(qi��ng)�����������ʹ�úϽ�Ԫ��Mg��Si�������^����w�С�
����������(sh��)�F(xi��n)�D���ھ����ėl��
������������Ʒ����ģ��ǰ�Ĝضȱ���_(d��)��ԓ�Ͻ�Ĺ��ܟ�̎���Ĝضȷ���������Ʒ���_ʼ����ģ����Ʒ�D���Y(ji��)���r(sh��)�Ĝض�׃�������ڹ��ܜضȷ�����(n��i)�������Ʒ��ģ���������M(j��n)����ˮ�۵ĕr(sh��)�g���������^ԓ�Ͻ�Ĵ���D(zhu��n)�ƕr(sh��)�g���Ҍ�(du��)���ϵ�����Ӱ푲�������ˮ�۽�(j��ng)�^�ĕr(sh��)�g����ʹ��Ʒ��s��Ҏ(gu��)���Ĝضȡ�
���������X�ͲĔD���ھ����ĬF(xi��n)��
������(d��ng)ǰ���҇�(gu��)�X�Ͳ����a(ch��n)��I(y��)�ڟ�̎��������о��^��ͣ���ڽ��ú��������A�Σ��ܶ���I(y��)�����a(ch��n)�X�Ͻ�D���Ͳĕr(sh��)��ͨ���Dz����ھ��L(f��ng)��ʽ���.��(du��)�ڴ�������Ե͡��ں���Y(ji��)��(g��u)��(ji��n)�ε�6063ϵ��6060ϵ�Ͻ���ϣ������L(f��ng)��ʽ���������ܝM�����a(ch��n)��������(du��)�ڴ�������Ըߡ����^�nj�(du��)�Q��(f��)�s�������Ͳģ����ú�(ji��n)�ε��L(f��ng)��ʽ���������ɴ��ּ����F(xi��n)����׃�����~�l��׃�Ρ����ИI(y��)��ٿ��ṩ���Ȇ��}.������sֻ�ܲ��Æ�һ����s��ʽ�����ϵ����W(xu��)��������ֻ�ǝM���(gu��)�Ҙ�(bi��o)��(zh��n)Ҫ���е����Ҫ���䝓���ò�����ְl(f��)�]��ͬ�r(sh��)Ҳ�o������(j��)���ϵIJ�ͬ��B(t��i)�����ò�ͬ����s��(qi��ng)�ȁ��M(j��n)�к������ھ����̎��.�mȻ�Еr(sh��)���ϵ����W(xu��)�����_(d��)�����Ñ���Ҫ���Dz��ϵĿ����g���������܅s����ֶ��_(d��)����Ҫ��
������ˣ�̽����ͬ����s��ʽ�����ú����Ĵ���O(sh��)�����ԝM�㲻ͬ�Ͻ�Ĵ����(du��)��s�ٶ������Ե�Ҫ��Ͳ�ͬ�Ͳıں�(du��)��s�ٶȵ�Ҫ������^�ߵČ�(sh��)�Ãr(ji��)ֵ�ͽ�(j��ng)��(j��)�r(ji��)ֵ��
�����ġ��D���ھ�����b�õđ�(y��ng)��
����(һ)�D���ھ����Ӱ�����
����1�����?q��)�����s�ٶȷ���
����2���ͲĽ������s�ٶȱ��ֻ���һ��
����3�����m��(y��ng)��ͬ�ͲĽ��挒�߱ȵ�׃��
����(��)ˮ�۽�ˮʽ��s�b��

�������b������Ҫ��ˮ��վ�ʹ��ˮ�ۃɲ��ֽM�ɡ����ˮ����ˮ�ۡ��M(j��n)ˮ�b�ú����_(t��i)���L(f��ng)�C(j��)�M�ɣ�ˮ�۲���䓰��������ɣ������ɶ�300mm̎�քe�O(sh��)�ɵ��bʯī��Ļ��ۣ��ڻ��ۃ�(n��i)����ʯī�壬ʯī�����_��c��Ʒ�������Ƶ��Ϳף��ɵ�ʯī�匢ˮ�۷ָ������g��ʽ���w�����g��ˮ���ۣ��ɶ˞���ˮ�ۣ���(d��ng)����(d��ng)ˮ���b�õ�ˮ�ã���sˮ�ܿ�ע�Mˮ��ی���Ʒ��ȫ���]�������ˮͨ�^�Ϳ��c��Ʒ�g϶���ʯī���Ϸ������M(j��n)����ˮ�ۣ��@�Ӵ����sˮ�����a(b��)���M(j��n)��ˮ��ۣ�����ğ�ˮ�ֲ����ų��M(j��n)����ˮ�ۣ���ͨ�^��ˮ���M(j��n)��ˮ�䣬�Ķ��õ�ѭ�h(hu��n)ʹ�ã��������sˮͨ�^�\(y��n)��(d��ng)�ĔD����Ʒ�������w�R�������ˮ�ۣ��ڔD����Ʒ��ˮ���M(j��n)���ڃɶ��ϡ��·����O(sh��)���_(t��i)���L(f��ng)�C(j��)����ˮ���ص���ˮ�ۣ��Ը��ƬF(xi��n)��(ch��ng)�����h(hu��n)��.��(du��)�ڴ������Ʒ���ԣ�����ˮ��ʽˮ���b�ã���s��(qi��ng)�ȸߣ���ȫ�܉�M��Ͻ���(du��)��s��(qi��ng)�ȵ�Ҫ��
����(��)ˮ�ۇ�ˮ/�Fʽ��s�b��

����ԓ�O(sh��)��Ɍ�(sh��)�F(xi��n)��Ҏ(gu��)���Π��(f��)�s���X�ͲĔD���ھ���𣬇�ˮϵ�y(t��ng)�����ɲ��ֽM�ɣ��²���eˮ�䣬�����ռ�������ˮ����(n��i)�b��(c��)��ˮ�ܼ���ˮ�ܣ��ϲ������(q��)��(d��ng)����������ʽˮ�w��ˮ�փ�(n��i)�b�Ї�ˮ�ܣ���(d��ng)ˮ�w�½���λ���c�²��Y(ji��)�ϳ�һ��(g��)���]ˮ��.�ڇ�ˮϵ�y(t��ng)�ĔD���Ͳij���̎���b��һ�_(t��i)�u�����~�l���u�������ИI(y��)��ٿ��ṩ���L(f��ng)�C(j��)����픲�ֱ���Ͳģ���ֹ�ͲČ�ˮ������
����(��)ᘌ�(du��)�ͲĽ�������(du��)�^����(du��)�Q����ͬ�ں���Ͳ������õĶ��^(q��)�Ρ�����s��(qi��ng)�ȿ��Ƶ��ھ�����b�á�
�����˷N�ھ�����b�õ����c(di��n)�ǿ��Ԍ�(sh��)�F(xi��n)�L(f��ng)�䡢�L(f��ng)�F��ϡ��F�䡢�߉���ˮ���ع��ܣ����ҿ��Էֽ���Ρ��L(f��ng)�F��(qi��ng)�����ƣ����ṩ�^�����s�ٶȷ�����ʹ�Õr(sh��)�ɸ���(j��)��ͬ�ĺϽ𡢲�ͬ���ͲĽ�����x����m����s��ʽ����6063ϵ�Ͻ��ͲĿ��x���L(f��ng)�䣬���6061ϵ�Ͻ��ͲĿ��x��߉���ˮ�������ڵ�6061ϵ�Ͻ��ͲĄt���x���F�䡣

������D1��ʾ��ij�X�ͲďS��·����ƴ���b���O(sh��)Ӌ(j��)ԭ��D,�˴���b�ó�ֿ��]�˲�ͬ�ں�����Ͳġ�������sԴ�Ĵ���x������أ����Ը���(j��)�D���ͲĵĴ��ˇҪ���M(j��n)�Г�(y��u)�x��
�������ǣ��Еr(sh��)�D���Ͳ�������(f��)�s���ڴ����s�r(sh��)�e����׃�Σ�������s��ʽ�����ܝM��Ҫ����ˣ��ֿv��^(q��)�ηּ�(j��)��sҲ��һ�N�^���M(j��n)����s��ʽ�x����D2��ʾ��

������·�L(f��ng)�ں͇��^�ڿv���Ϸ����ɶΣ�ÿ�ζ��Ъ�(d��)���Ŀ����y�����ơ��Q��ֹͣ�D���r(sh��)�����䴲���D���C(j��)�������ֶ��P(gu��n)�];�Q���_ʼ�D���r(sh��)���ĔD���C(j��)���䴲�������ֶ��_�����@�ӾͿ���ʹ���ͲĿv�����s�r(sh��)�g����һ�£��Ķ��_���ͲĿv������ܱ��^���p�ٿv��ď�Ť��

����ᘌ�(du��)�ͲČ��߱���׃���^���������������L(f��ng)�ڻ��^�c�Ͳı���֮�g���x׃���^���ϲ����L(f��ng)�ں͇��^�c���ҵĂ�(c��)�L(f��ng)�ں͂�(c��)���^�O(sh��)Ӌ(j��)�ɷ��x�ģ�������g�����Ƅ�(d��ng)���@�ӾͿ��Ը���(j��)�ͲĵČ��߱ȁ��{(di��o)��(ji��)�L(f��ng)�ڻ��^�c�Ͳı���֮�g�ľ��x���_���������Ҹ�·�L(f��ng)�ں͇��^�c�Ͳĸ����汣�ֺ��m�ľ��x��λ�ã������ �s�ľ���(zh��n)�Ⱥ͜p���ܺĵēpʧ��
�����塢�Y(ji��)���Z
�����S���X�ͲĮa(ch��n)Ʒ�Y(ji��)��(g��u)���������(f��)�s���ں���ȷ����D(zhu��n)�ƣ��F(xi��n)�е��ھ�����O(sh��)��o���M���(f��)�s�����Ͳ��ھ����Ĺ�ˇ����.��ˣ����պ�������(gu��)�����M(j��n)���ھ�����g(sh��)���b�䡢�����аl(f��)���^(q��)�����ܿ��Ƶ��ھ������s�O(sh��)�䡢�������ߔD���X�ͲĵľC�����ܺͿ��ٔD���Ͳĵľ����Լ����a(ch��n)Ч�ʣ��ɞ��X�Ͳ���I(y��)����Ҫ�΄�(w��)��Ҳ���о��D���ھ����ϵ�y(t��ng)�ķ���
���������īI(xi��n)��
����[1]���o����ʢ���ڣ�������.�X�Ͻ�D���ھ�����g(sh��)[2010]
����[2]������.���I(y��)�X�Ͻ�D����Ʒ���ھ����[2006]
����[3]������.�X�Ͻ��Ͳ��ھ�ˮ�����O(sh��)��[2008]


�������������(gu��)��(n��i)�X�D���ИI(y��)�ڸ��ٰl(f��)չ��ͬ�r(sh��)���Ј�(ch��ng)��(j��ng)��(zh��ng)Ҳ��څ�ןữ�������ܵ���(gu��)�Ҍ�(du��)���خa(ch��n)�ИI(y��)���{(di��o)������Ӱ푣���ͨ�Ľ����Ͳ��Ј�(ch��ng)���L(zh��ng)�������ޣ������I(y��)���X�Ͳĵ��Ј�(ch��ng)���~�s���������L(zh��ng)���Ј�(ch��ng)��(du��)��ߴ�ď�(f��)�s���湤�I(y��)�X�Ͳĵ����������ڿ����������@��Ͳ���
��6063-T5�����X�Ͳı�횾߂�һ�������W(xu��)���ܡ��������l����ͬ�r(sh��)���俹����(qi��ng)�ȡ�������(qi��ng)���S�������Ӷ����ߡ�
���X�Ͳ����a(ch��n)��I(y��)�У�ģ�߳ɱ����ͲĔD�����a(ch��n)�ɱ���ռ��35%���ҡ�ģ�ߵĺÉ��Լ�ģ���Ƿ��܉����ʹ�ú;S�o(h��)��ֱ�ӛQ������I(y��)�Ƿ��܉��������ϸ�����a(ch��n)���Ͳā���