������ƪ��������[�Ї�Ļ���Wwww.gdjiasi.com]���������l����
�����D���C�����a�X�Ͳ�����Ҫ�O�����X�Ͳ��Π�ߴ��c���^�|���c�D�����~�l���D�������ИI��ٿ��ṩ���C�ĺÉ��������P���D���C�ķ����ʽ�кܶ�N���ܶ���I���xُ�D���C�r��Ҫ���D���C�ęC�͡��D�������͙n����һ��ϵ�y���˽⣬��δ_���X�ͲĔD���C�ć�λ��С��Ҳ���X�Ͳ����a�S�����xُ�D���C�r���Ҫ���]��һ�����棬�F���v��һ�����P�D���C�ć�λ����x��

����01���X�ͲĔD���C��Ҏ���c�ͲęM�������Ǿ�֮�g��ʲô�Pϵ?
�����D���C�ǰ��D������СӋ�㇍λ�ģ���λ��ʾ�D��������Ҋ����500t��630t��800t��1000t��1200t��1800t��2500t�ȵȣ��䇍λԽ������a�X�Ͳ�Խ��Ҳ���nj��Ǿ�Խ���ε��f���ǔD���CҎ��Խ������a�X�ͲČ��Ǿ�Խ����D��ʾ�����͔D���C���Ͽڳߴ缰�D���ͲČ��Ǿ�Ҫ��

����02���D���C��С�c�ͲĴ��ںηN�Pϵ?
�����D���C��̖���X�Ͳĵ�Ҏ����Ҫ���o��ɵģ����m�ĔD���C���ܔD�����m�������X�Ͳģ�һ���Ǹ����X�Ͳ��d��D���_���D���ȣ��ف��������X��D���C���D���C�Ĵ_�������ǰ��D���ȁ�Ӌ�㣬�@Ҳ�c�X���S��Ҫ��Ҳ���Pϵ�� ����һ���X�ͲĔD��������ֻ��5-15���@�N��r�OӋ����Ҫ���X�ďS���Q��C�_��D���aƷ�������X�ďS���Ͳ�ֻ�к���Ҫ��Ҫ��ģ���S���Q���C�M���OӋ���@�rģ�ߏS߀�Ǖ�����ȥ�����ԬF���OӋ�����ܶ��r���ǰ��ͲďSָ������Ϣ���OӋ���aģ�ߡ�

����03���X�ͲIJ�һ�ӣ���δ_���ö��λ�ĔD���C���a?
����������Ҫ�D�����Ͻ����~�l���Ͻ����ИI��ٿ��ṩ����͡��ΙC�����a�����Ͳĵ������ӈAֱ�����҂��������x���D���C����ͣ�����Ҫ���]�Ć��}���ǔD���C�ć�λ�ж��
�������x��D���C�ć�λ��С�r��һ��Ҫ��Ӌ��D���C�ĔD���ȣ��D����Ҳ�Q�D��ϵ������ָ�D��Ͳ�ęM������e�c�X�ͲĿ��M������e�ı����������X�Ͳ����a���Á������X�Ͻ�׃������С����Ҫ������������ʽ�ӱ�ʾ��
������=Ft/��F1
�������У�Ft��ʾ�X�V�ڔD��Ͳ������ęM������e����mm²��ʾ;
������F1��ʾ�D���ͲĵĿ��M������e����mm²��ʾ;
�������X�ͲĔD���r���X�Ͻ��׃������СҲ������׃�γ̶ȁ���ʾ����=��-1
��������ÔD���ļӹ����������D����������ֵ�ģ�һ�ΔD�����X�Ͳĺ��X���ڔD���r�ĔD���Ȧ�Ҫ����8-12�����ΔD���õ�ë���ĔD���Ⱦ͛]�����ơ�
���������Á�Ӌ��D���ȵķ����������f��Ҳ�����ÔD���T�V�Ľ�����e�D���ͲĵĽ�����e��߀�����������ķ�ʽ��Ӌ�㣬���D���������Ͳ��L�ȡD���õ��T�V���~�l���T�V�����ИI��ٿ��ṩ���L�ȡ�

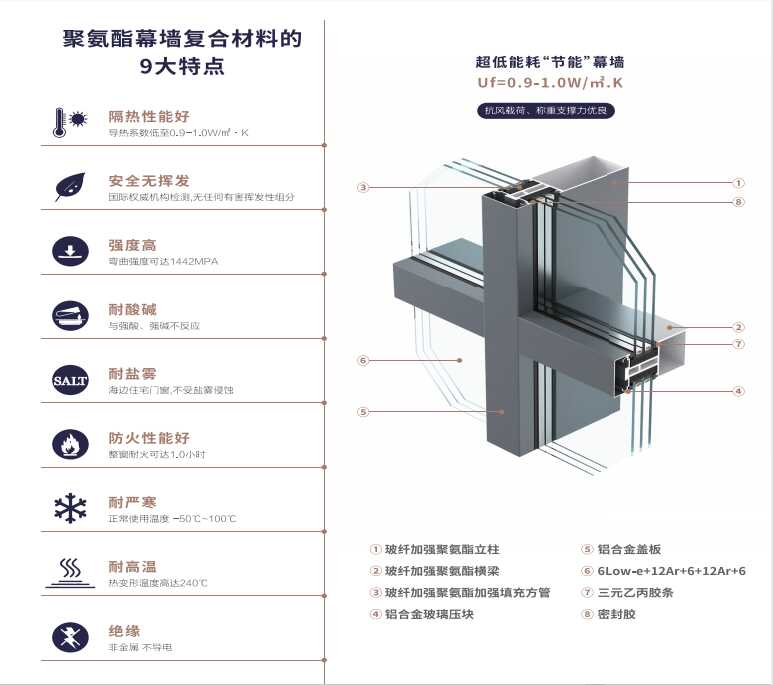
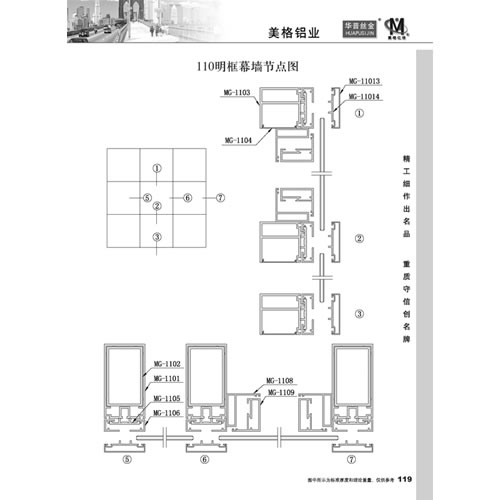
�����ڴ_���D���C��λ��Сǰ��߀Ҫ�˽��ͲĵĔ����Π�Ķ��_��ģ�ߵijߴ��С���M���_��ģ�ߵĽY����ʽ���@�ӿ��Դ_�����D�����ǿ����Ͳ�߀�nj����Ͳģ��@���N��ͬ�ĽY���Ͳ�����ĔD���C��λ���Ѕ^�e�ġ�
�����D���C�ķ�ܶ࣬���ՔD���������ֿɷ֞�С�͡����͡����ͺ����͔D���C��ÿ�N��ͬ��̖�ĔD���C�ĔD�������������Ƶģ��D������ͨ����MN��ʾ��Ҳ���LJ�λ�����ڹ��I���a���õ�6063�X�ͲĔD���C�ć�λ�����˜ʣ�
�������Á�D��6063�X�ͲĵĔD���C��λ�б�
����500 600 800 1000 1200 1350 1600 1800 2000 2400 2800 3000 3500 4000 6000 8000 10000 12500 15000 20000
�������χ�λ�ĔD���C�����Á�D��6063�Ͳĵ��X�Ͳģ��X�Ͳ����a�S�����x��D���C��λ�rҪ��ֿ��]���D���C�ĔD��ϵ�����ͲĵĔ����Π��ģ�ߵijߴ磬�Լ����������a�l���ͮaƷҪ����Ӌ�㹫ʽ�ó�������׃�������Ķ��_�����m�ĔD���C��λ�����ܔD�����|���ϸ���X�ͲĮaƷ���ֲ����o��I��ɲ���Ҫ�Ľ������M��

����04��ُ�I�X�ͲĔD���C���x������
�����҂���Ͷ�Y�X�ͲďSُ�I�D���Cǰ�����Ǖ����]���D���C���ծa������aֵ�����aЧ�����?�a�������Ӌ�������?
����1�������҂�Ҫ�˽������a�ĮaƷ���ķN�D���C
�����D���C�ֺܶ�N�����X�ͲĔD���C�������D���C��ʳƷ�D���C���~�ĔD���C�����ٔD���C�������҂�Ҫ��B���X�D���C��Ҫ�m�����X�Ͻ��Ͳ����������~�l�����ġ����ИI��ٿ��ṩ���ĔD���ӹ��������A�����M����ܽY����ǰ��������D����ʽ���ͱ�ֱ���ӣ��������M�ęC�Һ������ϵ�y��Ԫ�����Լ������Rȫ�ęCе���o���O�䣬���ð�ȫ������PLC�c���I����Ӌ��C�M�п��ƺ͔���������
����2���X�ĔD���C�x�������a����������
�����x�������a�����ĔD���C�������ǰ��D���ȁ�Ӌ�㣬�@Ҳ�c�X�ͲďS��Ҫ��Ҳ���Pϵ������횸����a����С�������С�ͺϽ�N�ԭ�t���_����
����3���X�ͲĔD���C�a�������ą���ֵ
�������x��6063�Ͻ���Ͳ���Ʒ����������Ʒ�����ӈAֱ����123mm�������a����3000������ô���x��800T��1000T���X�ͲĔD���C�������_�������a����3000����Ҫ�����߀Ҫ�ñȉ��͔D�����Ή�����ͺ˴_�J�����^�ȉ��������ڔD���|�ϵĆ�λ����������D���r���X�D������������С��λ�D������100һ150MPa���X�Ͻ���ͨ�ͣ����Ğ�200һ400MPa���X�Ͻ�����Ͳĺͱڰ��ͲĞ�450һ1000MPa������D���C�ĔD����������D���C�pС30%һ40%��
����4���X�ͲĔD���C��a������
����1.�D���Cģ��ʹ�ò�ͬ���a���Ͳ�ͬ��
����2.ԭ���X�Ͳĵıں�ҲӰ푮a����Խ��Խ���׳��ϡ�
����3.�X�Ͳ�ԭ���ϵIJ��|����ͬ���|�İ��ģ����϶���Ҳ���a�����Pϵ�ġ�
����4.ʹ��6063�İ��ı��^�ÔD�������a��Ҳ�ߡ�
�������Y
�������Ԯa����ģ�ߺ�ԭ�϶������Pϵ�ģ�һ��D���C�O��24С�r��ͣ�\�D��630tһ��5����800tһ��6��7����1000tһ��8����