����ǰ�ԣ�
�X�Ͳ����a���|����Ч���c
�D��ģ���OӋ�ͽY���������P���P�߸���������Ĺ������`�����a����Ҫ��B�N�ڌ��H���a�н������F���}��
�X���D��ģ�ă����OӋ���`���cͬ�Ђ���ӑՓ��
����1�����ִ�
��������
�Ͳ�ģ���ă���
����������ı��^��Ŀ����Ͳ��ڳ�Ҏ�OӋ��r�£������F������
ƽ���g϶������@���p��ȱ�ݣ����F�@Щ���}��ͨ���Ǿ���ģ���OӋ�Y���IJ������ԡ���ˣ��P����ģ���OӋ�ϣ���ģ����ƫ����ģ���ς}�ȼ�����OӋ������
�������������a�^���У��ͲĴ�����ƽ���g϶�����ȱ��-��������������ӽ����ģ�
�������ٿ������ģ�����ں������д���ģ��ǰ��һ�m���L�ȵ���@�ӣ�����������ģ�וr������һ�����������ٵ���������K���ã�����K����̫�^��Ҳ������ģ��
����ͬ�r�������،�ijЩ���p���|��Ҳ���˃������á�
��������һЩ����ǻ���L���ȱ��^��ķ����Ͳģ����Ͼ������@�ij��F�ڴ����b����ϡ��F�Ɍ����Qʽ��Ğ�ƫ��ʽ�����p�����ڽ�������ͨ�^�������ڷ��������M������ǰ�]�еõ���ֺ��϶��γɵġ��@�øߏ����|���p��Ȼ���҂��������ڡ�������������a�^���У����p���ɱ���ij��F���ͲĴ�����b����ϣ��Dz���ʹ��M���h�x������b��档���磨�D1-2����ʽ��������r�£�ʹģ���о�����ƫ�ƣ�(a��b��2��1��a1��a2)��ͨ�������ڴ���������еĽ��������ٶȿ죬�����������ʽ�OӋ��ƫ��ʽ�r���@�ӣ������˴���������е�������ɂ����Ŀ��g�����S�����������ľ�������ƫ�ƣ��t�������_λ��Ҳ�S֮���ơ���ˣ��@�Ӽ��{���˴���������٣���ʹ���p�h�x���Ĵ��档
����2���pģ����ƫ�ڿ����Ͳ�ģ�ߵă���
����ͨ����r�£��oՓ��ģ���������ŷţ�߀�������ŷţ��������ڿ�������һ�ȵĽ������ٿ죬���ϳ����ʹ��ģģо����l��
����׃������Ͳ��h�x����һ�t�ڱ���ƫ��ȱ�ݡ������ģ���OӋ�^���У����ͲĔ���ߴ�����r����ͨ���a��ƫ�ڵĔ���ߴ��A������ƫ�������������ģ�������ķ����ף����˃�ģ�Ĺ��ϱ��C�������������ς}�Ѓɿ����gλ�ÿ��Լ�һ����ʽ�����Ҳ��������ģ��
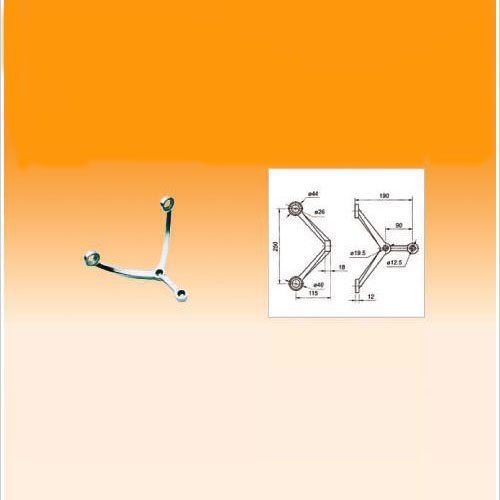
����3��С�_�ڡ��ұ���e���ƽ���Ͳ�ģ�ߵă���
�����˷N�Ͳ���ͨ��ȫ��ֱ�o�ϵ�ƽ��ģ�OӋ��r�£������׳��F�ұ�
����׃���������ڰl��
��������K�����Ρ��˷N��r�£����Ԍ����OӋ�ɵ�оģ��ֻ����ģ�������ס���Щ�Ͳ��_�ڷdz�С�����]�ϣ��˷N�ɲ��ýM��ģʽ�����_��̎��Ҫ��Ͼo�ܡ�
����һ����_��С��������e���ƽ���ͲĿɌ�ֱ�o���ϰ��OӋ���ʽ���ϰ��ұژ�ʽ���ϰ塢�������đұ������ژ��£��@�ӿ��Ԍ��Ͳđұ��M�б��o���������������ģ�וr�����Թ��ϰ�Ľ�����ͨ�^��ʽ���ϰ�Ęұ۵��ړ�����ֱ���������ϣ����p�p��ģ�ߑұ������ܵ����������Ķ����Ƒұ۵�������B�����L��ģ�ߵ�ʹ�É�����
����4���L��ȱ��^����L����ƽ���Ͳ�ģ�ߵă����OӋ
�������Ͳ��L��ȱ��^�ں��Еr���^�����������ĵĽ������ٱ��^�죬�H�H�ù��������L�́��{��ģ��̎�������ٶ������ģ������a��׃��ȱ�ݡ��F����(�D4-2)��ʾ�Ę�ʽ������@�ӿ�����Ч���{�����g�Ľ������٣��Ķ�ʹģ��̎�����ٶȾ��⣬�܉��յ�����Ч����
����5���YՓ
�������`�C�������ώN
�X�͔D��ģ���OӋ�ă����ڌ��H���a�ж�����֮��Ч�ġ�
�D����
�X�Ͻ��Ͳ��^֮�^ȥ��ȣ����κá��ߴ�
�������ױ��C�������|��Ҳ�õ������õĸ��ơ��Ķ������������ͲĔD�������aЧ�ʺͽ����ˮaƷ���a�ɱ���
�c�������P���c�YӍ:
���˽���� ���� ���P��ϢՈ�L��
�ͲČ��^ ��