����
�X��
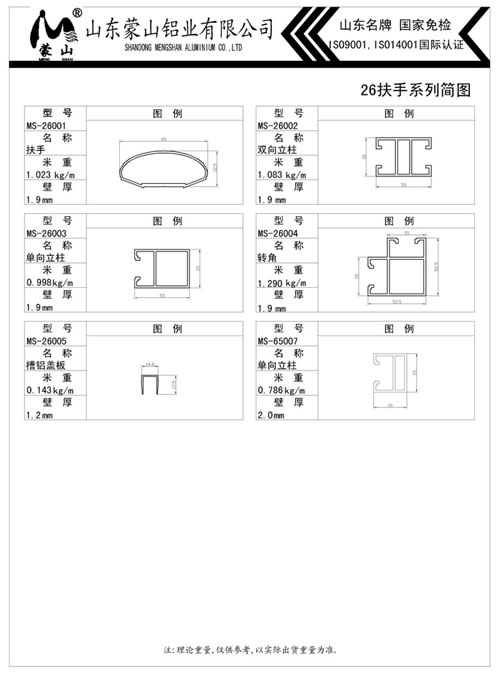
�X�Ͻ�ֱ��
���W������ǽ�(j��ng)�^���������_�l(f��)�����ľ��Ї���(n��i)�����Mˮƽ�ğo�����oζ���o��Ⱦ����һ�o���ľGɫ�h(hu��n)�����®a(ch��n)Ʒ���������y(t��ng)�ij��\��ˇ���f�����p������Ⱦ�ŷţ��ֽ����ˮa(ch��n)Ʒ�ɱ��������һ����
���ϸ��ʡ�
����1�����طN���ֱ�����W�懹�ˇ�ă�(y��u)������1.1 ʡȥ�������\�ÓQ��ˇ��ʹ���g(sh��)�������Һ�������Uˮ̎�������λ���
����1.1.1 ������(j��ng)�طN������ֻ��һ��ˮϴ��(j��ng)ˮϴ��ֱ���M�л��W�懻��W僻��W懣�ʡȥ���s�Ķ����\�ÓQ��ˇ���p�������a(ch��n)������������a(ch��n)Ч�ʣ�ʹ���g(sh��)�������Һ�������Uˮ̎�������λ���
����1.1.2 ʹ���طN���ֱ���M�л��W��ֻ��7���������ȫ��������ʹ�ó��\���M�ж��ν��\̎����Ҫ17��������������懹�����
����1.2 僌Ӿ������ܣ�
�Y(ji��)��������僼��|(zh��)����
����1.2.1 ʹ���طN���ֱ�ӻ��W�懣����ڛ]�������Ӱ푣���������؏����o�ײ��룬���Ѻ�С��ᘿס���������������������ǻ���B���IJ�λ����僌ӣ�ʹ��(j��ng)�^�����X݆ݞ
���T�X��������F���һ����������������eһ�ӹ��������ܡ��Y(ji��)�������õĻ��W�懌ӣ�僌����ܣ�僼��|(zh��)���á�
����1.2.2 �˷���
늽�Һ�����ܵ����ν��\��Һ���к��s�|(zh��)Ӱ푣���Ⱦ���W����Һ��ʹ僌��|(zh��)�����ܱ��ַ�(w��n)��������������s�����g(sh��)�y�ȴ��轛(j��ng)���{(di��o)�������Q���W����Һ�����в���֮̎��
����僌��c
���w�Y(ji��)������ԇ������A356���T�X
�Ͻ�����(j��ng)���W�懺�Ĺ����ڿ����мӜ���200��,���2С�r��Ȼ�����Ҝص�ˮ�ж���E�䣬僌�δ�l(f��)�F(xi��n)���ݬF(xi��n)���S������䏗l�����z����ԇ����(y��u)�ڶ��ν��\��ˇ��
����1.3 һ���Ժϸ��ʸߣ�����ȵĽ����ˮa(ch��n)Ʒ�ɱ���
����1.3.1 ���γ��\�������X݆ݞ���T���ϳɷ־���ƫ����������ĵ��λ�^(q��)��¶僡����ݣ�ʹһ���Ժϸ���һֱ��80%���Ҳ��ӣ��е��������͡�
����1.3.2 ��僺���X݆ݞ����
����������懣��ɱ�����ȵ���������(j��)�{(di��o)�飬��僺�����懵��X݆ݞ���ɱ���һ���Ժϸ���X݆ݞ�ɱ��߳�����������늻��W�懺�����ٲ��ϸ��X݆ݞë����Ҫ��U����Щ�X݆ݞ��I(y��)���]���������һ���Ժϸ���̫����ɵġ��еĻ��W���X݆ݞ���r�z�y�ϸ��ڂ}����һ�Εr�g���������ݵġ����е��ڮa(ch��n)Ʒ�l(f��)�o��K�͑�ʹ��һ�Εr�g��߀������
�����ģ�ԭ�������ڳ����
���g�ԭh(hu��n)���У����g�Ԛ��ͨ�^��ӵ�ᘿ�����ȱ���_�����w�r���\�ÓQ��������僸�
�������X���w�ɞ�ꖘO����ʹ�\�ܵ��M���g���X݆ݞ���w�c僌��g���F(xi��n)��ɫ��ĩ�����|(zh��)����K����僌����ݡ�����Ć��}��
����1.3.3 ʹ���طN���ֱ��늻��W�懣�ʹ�X݆ݞһ���Ժϸ����_��98%���ϣ������]�ЏUƷ������ȵص�������X݆ݞ�a(ch��n)Ʒ�|(zh��)���������ˮa(ch��n)Ʒ�ɱ���Ҳʹ����
�T�����X݆ݞë���ϸ��ʵ͵Ć��}���ԏص�Q��
����
2 ����Ҏ(gu��)��������2.1 ԓ�طN����m���ڸ��N
�X�Ͻ����T�����W�懝L��
������a(ch��n)����
����2.2 ʹ�÷�����
����1. ��� 20%
����2. �� �� 30�桪50�棨�����ǵ^(q��)���ڳ�����ʹ�ã��o��
�ӟ���
����3.�r �g 1��3���
����4.PH ֵ 9��11
����2.3 ����ľS�o���X���X�Ͻ�ֱ�ӻ��W�懻����(j��ng)�a���{(di��o)�����L��ʹ�á�
����ÿ�������̎������10-20ƽ���ס������Һ��(w��n)�����S�o���㡣���ƽ�rֻ���a���sҺ���ð�ˮ�{(di��o)��PHֵ���ɡ��������������100d�O/100-150ml�����ڹ����Ď��������Һ���½����ɰ��½�����w�e�a�ӻ����Ҏ(gu��)���w�e���ɡ�
����
3 �Y(ji��)���Z
���������X�Ͻ�ֱ�ӻ��W���¼��g(sh��)��ʹ��ֱ�ӻ��W���¹�ˇ���������̺��Ρ�ʹ�÷��㡢�o���g(sh��)�����_����Ʒ�ʸ��_98%���ϣ��ص�Q�����T���X݆ݞë�����W僳�Ʒ�ʵ�����ȱ�ݡ�ԓ��ˇ���o�h(hu��n)������������ʡ�r��ʡ�����O�����������a(ch��n)Ч�ʣ���(ji��)�s�˴������Y�𣬽�������I(y��)���\�гɱ����o��I(y��)�����˲��ɹ����ľC�Ͻ�(j��ng)��Ч�档
�c�������P���c�YӍ:
���˽���� ���� ���P��ϢՈ�L��
�ͲČ��^(q��) ��