�����ķǶ��L�������φ��}���������������Ĕ��Wģ�Ϳ��Կ������Ƕ��L�������φ��}�ı��|�Ͽ��Կ����oԭ���������������ԭ����Ҏ��Nܶ�ă������φ��}������Ҫ�M�����Ϸ����Ŀ�������Ҫ����ԭ����Ҏ��Nܶ࣬���ܰ�һ��Ķ�ԭ�ă��������㷨̎�������IJ��û�������������������ֽ��ö�e�㷨��Q�Ƕ��L�������φ��}��
����1��2 ���L���������A��
�����ڷǶ��L���������A�Σ�ÿ�N�иʽ���������N�������ԭ���϶�ُ���������ƣ������²������δ���꣬�@������������ϣ��Ը�ԭ���������ʞ�Ŀ�ˣ������Lԭ�ă������φ��}̎�����䔵�Wģ������ʽ������

�������Lԭ�ă������φ��}�������Բ��þ���Ҏ���������ӑBҎ�������ȳ�Ҏ������Ҳ���Բ����z���㷨��ģ�M�˻��㷨�������㷨�����IJ����������㷨��ⶨ�Lԭ�ă������φ��}[7-8]���㷨��ԭ����Ҏ�����}�ֽ�������}���ӆ��}���o��ö�e���п��ܵ��Řӷ�ʽ�����������ھ����Řӷ�ʽ��ɵ����y[9]��






�����ڷǶ��L��������̎���A�Σ����ڿ��]���Ϸ����������Ե�Ҫ��ÿ�N�иʽ���ײõ�����N������ƣ��ײõĽM�Ϸ�ʽ����ͣ���������↖�}�ĕr�g���s�ȣ����Ì�������������ֽ��ö�e�㷨���������\��r�g�^�L���ڶ��L��������̎���A�Σ��mȻ���L�������ϵı������}�Ǿ������Ӌ����s�Ե�NP��ȫ���}�����ڃ��A���������㷨�У����^�Ƕ��L�����A���ѽ�̎����ֵ���������������φ��}��Ҏģ��ʹ���L���������A�α������}�������s�Ƚ��͡�
�������A��һ�S�������Ϸ����У��ڷǶ��L��������̎���A��������ÿ�N�иʽ���ײõ�����N����ײõĽM�Ϸ�ʽ���ͣ����p���иʽ�ķN���������Ϸ����Ŀ��w�������ԣ���ԭ���ϳߴ��������ߴ�M�Ϸ��ƣ��������ײýM�Ϸ�ʽ���͌�ԭ���������ʵ�Ӱ푡��ڶ��L��������̎���A�Σ��������ԭ���������ʞ�Ŀ�ˣ���������Ϸ����Ŀ��wԭ���������ʣ����ڽ��^�Ƕ��L�����A���ѽ�̎����ֵ���������φ��}Ҏģ׃�ú�С���ڴ��A�Λ]���]���Ϸ����Ŀ������Բ��������Ϸ����Ŀ��w�������Ԏ����ܴ�Ӱ푡�ͨ�^���A�ε�̎���������ھS�ָ�ԭ���������ʵ�ͬ�r�������������Ϸ����Ŀ������ԡ�
����
3 �����c����
����ij
�T�����~�l���T�������ИI��ٿ��ṩ�����a��I�M����ij�N�и��O�䌦һ��
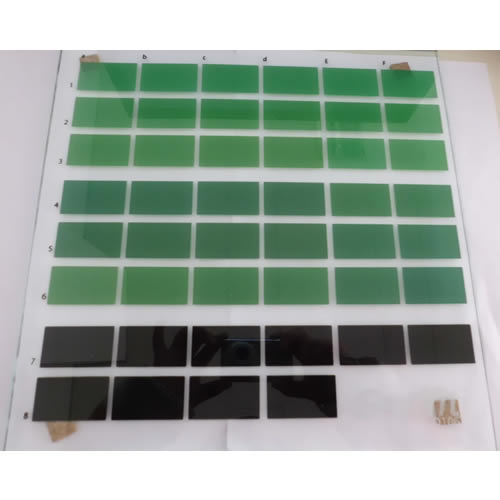
�X�Ͻ��Ͳ��M�����ϣ���1�Ǵ��������Ҏ���c�������и��Ͽp��5 mm����2�Dz��Ç�863/CIMSĿ�ˮaƷ������
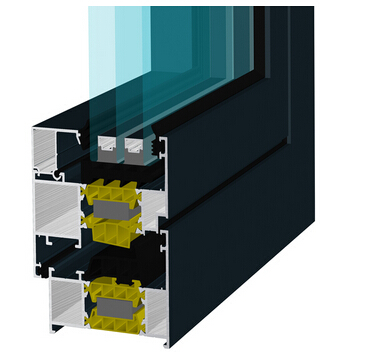
�������~�l�����١����ИI��ٿ��ṩ���Y��Ӌ��C�o���OӋ�c���a��������ϵ�y���еėl�ă���������ϵ�y�����Lԭ����6000 mm�õ����и������3��4�քe�Dz��ñ������Ϸ������Ƶă������ϳ���Ƕ��L̎���A�κͶ��L̎���A�εõ����и��������ԭ���϶�ُ�ߴ�^�g��3000 mm��6000 mm����ُ�ߴ粽�L��300 mm��ԭ�������ٶ�ُ������6֧��ÿ�N�иʽ������ײ÷N������ƞ�1��




 ��һ�123��һ�
��һ�123��һ�