����1 ǰ��
�����S���X�D��ģ�����g�İlչ�����_���Ј����M�����a����Ҫ����횴��Ƴ�Ҏ���ھ��OӋ�������_�l�����y�ȵ��Ͳ�ģ�ߡ�
����2 �Ͳ����c�������r
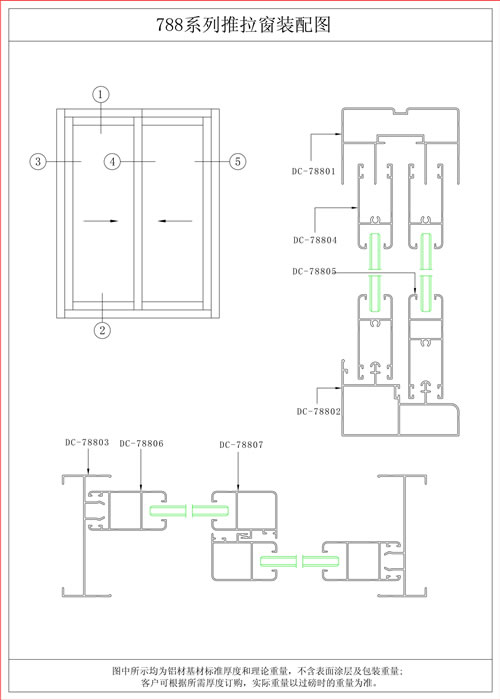
�����ͲĮaƷ����(�aƷ����Ҋ�D1��ʾ)�Y�����s����373.68mm����149.08mm����ӈA��馵401.15mm;�X��ֱ����320mm��ʹ�æ�526��95mm��չģ����526��263mmģ�ߔD��;���36MN�D���C��
�����b�ڱ���˾Ŀǰ���ģ�ߞ馵526mm��ģ����ӈAֱ���^���_��406mm����խ̎��ģ�ߏ���߅���H60mm��ģо������������߅���_35mm���Ͳăɗlֱ�ģо�ֳ������֣�ʹģ����ֱ��С�����w�����������r������׃�����Ͳ���ۺͶ����ݽz�ȽY����ʹ�����y�ȼӴD�����aʮ�����y��

����3 ģ���OӋ�������P�I���g
����3.1 ��չģ�OӋ�P�I���g
�����b���ͲĮaƷ���y�c����,�҂����Ì�չ�D���������a����չģ���OӋ�ɞ��P�I֮һ�����^����о����OӋģ����X�S�����25�ȴ�չ�ǣ��Ӵ��X�V���ӵ��������U��߅���oˮ�������齵�����I�D����,�pС������ģ�ϵ�׃���������M�����մ�׃�κ���X�V��������ף����F�D��Ͳ�c���������^�ɵ�ģ�����ã��ڌ�չģ��ڳ���35mm����ȱ�����60mm���OӋ�����ϣ�ģ������Ҫ�������ã����������������]���������X�V�ķ����Uɢ��(��չģƽ��Ч����D2��ʾ)

����3.2 ģ���OӋ�P�I���g
������ģ�����Ҹ߶�ȡ35mm����߅R10�A���^�ɣ��p�����^�a�����������������ӣ��������˔D��׃�ο���;��ֹ���D��Ͳ���IJ��ֵ��Ͳ������^�죬��ģ���ö������ϼӴ������ķ������_��������Ŀ��;��ʹ�D����Ʒ�_���ߴ�Ҫ��������ģ�ijߴ���ýǶ��A׃�κͼӴ�ߴ���տs���������ں����A׃�εķ���̎����
�������ֹ�Ͳı���Ǻ۵Įa������ģ�ߵ�����ϲ�ȡ�������A׃̎����ʹ��ģ�������ڄӑB�±���ƽ��һ�£����Ӻ�ģģо�ď������_���܉�׃���^���з�����Ч����
������p�ى������M����ʹģ���ڸߜظ߉��µ�׃�ο����ں�������֮�ȣ��҂��ڔD����ֻ��15.7����r�£��ѷ����ȔU����12.1������������e�O�������^5000mm2,���ϣ��_���˽��͔D������Ŀ�ġ�(�D3��ʾ)��ģ�ߌ�չ������̎����ģģо����֮�ϣ��Ҍ�չ�Ƕȱ��^��p���������������҃ɂ�ģо�ď����N��׃���^�����ģ���^��ʧЧ���ڷ������Y���OӋ�ϣ��҂���ȡ�˼ӏ����g�Ă���ď��ȣ��m����߅�Ă���ď��Ȝp�����Ե�������׃�������@�øߵij�Ʒ�ʺ����Lģ�߉������OӋ����(ģ�߽Y���DҊ�D3��ʾ)����ģ���������OӋ��һ�罵�͔D�����Ŀ������ڱ��C��Ʒ���;��ȵ���r�±M���Ķ̣��҂�����2���ڱں�ϵ�����OӋ�ġ�
��
����4 �Y���Z
�������Ͳ�ģ�ߵ��OӋ���a�������ˑT�õČ�չģ�OӋ���������ں�����Ч���OӋǰ���£�ģ�ӹ��ꮅ��һ���ϙCԇģ��ͻ�ƔD����210MPa��ƽ���ڔD����180MPa���@�����õĔD�����a��B���Ͳij������ã�ȡ�úϸ�Ӱ壬�����������a�����ǣ���ģ���⏽�^С����ǰ�����a�^����ģ����׃�Σ��M�ܳ����ϙCԇģ�D���������_���ٷ�֮��ʮ���ң��δΔD�����a��������_��125����ģ����߀���д���ߡ��������ģ���K�_���˱��^�õĔD�����aЧ�������