�������������עʽ�����T�����g���ƏV�ռ���ʹ���Ј�����ʬF��ʽ���L���o�S���Ɂ����۰���(�Ϻ�)����˾�����һ��W���������yԇ����������������λ�����ĸ����z���Ҙ˜ʡ��X�Ͻ������Ͳ��o������ ��2���֣��۰��������z���ϡ���GB/T23615.2��2012����ʽ�C������־����עʽ�����Ͳ����a��Ҏ�������˜ʻ�������ʽȫ�����_��

����ע�z���Ἴ�g��Դ��1962�꣬�v��50���꣬�����Ѻ��w�����Ј�80%���Ј����~�����Ї����n�����ձ����_���ȇ��Ҽ��^�lչѸ�١����ȴ����X�Ͳ��S���灆�X���������_��˹���P�X���^�����Mԓ헼��g��
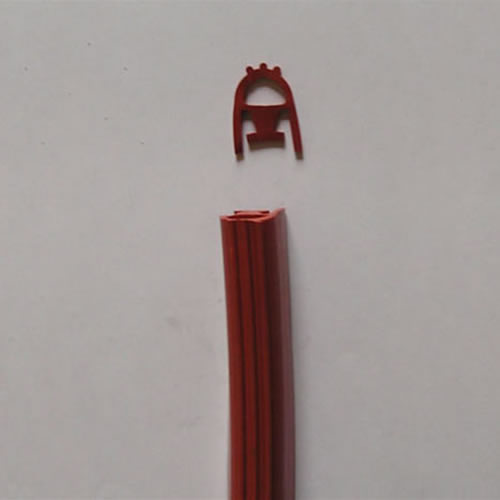
������עʽ�����Ͳģ������ض����a�h���£�ͨ�^���I�O����һ���|���ȵ�������������(A��)����Ԫ����֬(B��)��ֻ�ϔ����ע���X�Ͳĸ���ۿ���(�D2��ʾ)�������_���A���������г��R�r�������B�Ә�ͨ�^����������X�Ͻ�����ɲ����B����������ʽ�ͺ��Ͳġ����ڴ˹�ˇ�^���У�Ŀǰ�����X�Ͳ����a��λ��ҕ��һ����Ҫ�Ĺ������X��ˇ��
����ͨ�^���T�O�䌦�����ͲIJۿ��������ėl���W�i�c�M�ЙCе���X���a�����X���Cе�i�ۣ��Ķ���߸�������c�ͲIJۿڱ������������@헹�ˇ�ڝ�עʽ�����Ͳ����a�е�������Ҫ�У�
����һ�� ��߿v������
�����v�ȡ����������a�����X�Ͳ��Ƿ�ϸ��һ���Ҫ�z�y�Ŀ�������������a�S�Ҍ���ҕ���Д�����Ͳ��Ƿ�ϸ��Ψһ�z�y�ֶΣ�����Ҫ�Բ��Զ����������Ͳļӹ��^���Ќ��ڸ���ۃ��M�ЙC��������ú����ۺ���Ϳ�b���ô��������ӄ��ȕ�����������c�X�Ͳ�ע�z�ۃȱڵĸ������a��ؓ��Ӱ푣���ɸ����ͲĿ��������e�����Ӿ����̿������̎���Ͳ����ИI�ȶ���һ���yһ��Ҫ�����X��ˇ��
|
|
ԇ��1���Ӿ�� |
ԇ��2���Ӿ�� |
|
���X |
54N/mm |
44.2N/mm |
|
��X |
13.8N/mm |
11.9N/mm |
����
��1 �������Ӿ����̎���ͲĴ��Xǰ��Ŀv�Ȍ���
�����ɱ�1���Կ��������X����ͲĿ���������@���ģ����ڇ���Ҏ����30N/mm���ϡ�
�����S������̎����ʽ��������ӻ������ه��۹����S�̞�����Ͳı���̎������ͺ�������ɶ��ȵȣ�������������������������ؓ��Ӱ푵Ļ��WԪ�أ��Ķ�Ӱ��ͲĿv�ȣ��@һ���}ҲԽ��Խ�����X�Ͳ����a�S�ҵ���ҕ��
�����鱣�����a���X�Ͳľ������Ŀv�ȣ���ע�z�И�ǰ���Ͳ��M����Ч�Ĵ��X̎���Ƿdz���Ҫ�ġ�ͨ�^���X�����_��ÿһ���X�ͲĶ��Ǻϸ�aƷ��
�������� �A�����տs
�������տs(��D3��ʾ)���X�Ͳı�����һ���ߴ������ϰl����βͬ�r���տs���������տsͨ�������Ͳı��ӹ����T����Űl���ģ����տs��϶�t�����T���ĽDz�λ�ó��F������������ˮ�ܵȆ��}��

�����X�;۰����������������Ûϵ���ϵIJҲ����ɸ��տs��ԭ���X�ğ���Ûϵ����2.35��10-5,�������ڸ����z��������Ûϵ����5��7��10-5���ɱ�2��Ҋ����ύ������¸�����Ϻ��X��֮�g�ĸ��������ͣ��ڟ�ѭ�h���ĵ͜��ڣ��������Ҫ���X�տs�ĸ��࣬���к��X�İl���x����څ�ݡ����ѭ�h�״Σ������ɷN���ϵķ��x������l���@�N��r����ôԓ�ͺ��ͲĵĽY�����Ȍ���͡�
|
��ѭ�h�Δ� |
60�� |
90�� |
|
���^��Ч���X���տs�� |
0 |
0 |
|
δ����Ч���X���տs�� |
0 |
0.24mm |
������2 �����Ͳ���60�Ρ�90�Ο�ѭ�hԇ������z���տs��
������ˣ��������W����������Ч��ֹ�@�N�F��İl����ͨ�^���X���������T�O���ڸ���������W�B�i�c����ĥ�����й��X��ęCе�i����������������c�X�Ͳĵ�ճ�Y�������X���g�DZ��C��עʽ�����T��ϵ�y��������ˮ��������Ҫ�l����Ҳ�����a����ϸ�עʽ�����T����һ헱�Ҫ���a��ˇ��
�������� �ߌ�Ļ��ϵ�y�İ�ȫ����
����ʹ����Ļ��ϵ�y�еĝ�עʽ�����Ͳģ����Ͳĵİ�ȫ�ԡ������ԡ����L���Զ��и��ߵ�Ҫ�����������ߌӽ���Ļ�����������ؿ��_-30��,�O����҃���ز�����տs�Ŀ����Ԍ�������ӡ���ˣ�����ɿ��Ĵ��X��ˇ��Ļ��ϵ�y�����X�Ͳĵı�Ҫ��ȫ���ϡ�
����Ŀǰ���v�^������עʽ�����X�Ͳ����a�h�����ܶ��S��Ҳ���R��һЩ����̎����Ҫ��ʩ���X��ˇ�������ͲďSҲ����ُ�ò�ͬ�S�ҵĴ��X�C��Ȼ����������u���R���� �������еĴ��X�C������Ч��ߝ�עʽ�����ͲĵĿv����������Ҫ�����a���ϸ�ĝ�עʽ�����Ͳģ��e�nj��Ӿ����̼��ɰ�y�۱���̎�����Ͳģ������ע�zǰ��ʩ��Ч���X��
����ʹ�ÙCе�Ɖ��X�ͲIJ��ֱ����Y����ͨ�^���ֱ����Y�����ƉĮa�������X�Cе�i�ۡ�ͨ�^�Cе�i�o�ķ�ʽ��ߏͺ��Ͳĵ����w���W���ȣ������۰��������z���X�Ͳĵ�ճ�Y��������ȵ�����X�ͲIJۿڱ����c������ϵĸ�������

����������ɏ��DƬ���x�߿��Ժ�ֱ�^�ؿ�����Ч���X�͟oЧ���X�IJ����Ч���X�����Ձ��ɴ��X�Ĺ�ˇҎ��������ȵش�ĥ����ۿڃȵ������ėl���W�i�c���γ��^�X��Cе�i�ۣ��ӹ��r��ʹ���طN����Ƶ�������ע�z�ۃ�,��ע�z�ۃȵ��Ă����W�i�c�ϣ�����Ĵ���g��С��9.5mm�Ĺ����X�Cе�i���X��ʹ�۰��������z�c�X�Ͳ�ճ�Y�����ι̣�ͨ�^�Cе�i�o��ʽ����X�Ͻ��ͺ��Ͳ����w���W���ȡ�

���������a�^�����Ͳ��M�o�ٶ����_��9.1~54.9��/��犣��Ա����O��������Ч�ʡ�
�������oЧ���Xֻ���p��ĥ��ײ��i�c���y���_����Ч��߸����ͲĿ���������Ч���� Ŀǰ�����S���ͲďS��ُ�I�ĵ̓r���X�O�䣬��Ч�����_������Ч���X�Ĺ�ˇҎ����
����ᘌ��Ј�Խ��Խ���I���������Ɍ��������X�O��Azo-Brader®���M�Ї�����ÿ���͑���ͬ���ͲIJۿ��������ƽ�Q�����������ИI�����Ȍ�ʩ��Ч���X�Ę˜ʡ�

�����ڱ����������еĝ�עʽ�����ͲďS�Ҷ�����ˁ��� Azo-Brader® ��Lancer®���X�O�䣬��ʮ����������Ɍ��I�Fꠞ��X�ͲďS��Ӗ���X���g���ԝM��͑��ߌӽ������T����Ļ�������Ͳĵď���Ҫ��������ᘌ�������ӻ��ı���̎�����Ӿ����̼�ȡ����ɹ�˾Ҳ��ȫ��Ψһ�ṩ�͑��|�����ƾW�jϵ�y�O��(E-QA)���յĈFꠡ���ͨ�^��Dz���g���̎����ڰ��L���ռ��O�估����������a�����P�������������ME-QA�W�j�O��ϵ�y�У��_���O���\�м��aƷ�|������Ч���ơ�
��������������Ɍ���Ч���X���g��ʽ�����Ї��������������X�ͲďS�ң��灆�X���������P�X���_��˹��Ⱦ��Ѳ��Á���Azo-Brader®���I���X�O�䣬�����X�T��Ļ����עʽ�����Ͳĵļӹ��ṩ�ˌ��I�Ľ�Q���������õ�Ӳ���Oʩ�DZ������a�ߏ��ȡ���Ʒ�|��עʽĻ�����T���Ͳĵı�Ҫ�l�������h�ͲďS�����xُ���I���X�O��r����Ҫһζ؝�D���ˣ�һ��Ҫ�����˽��O�䌦�Ӿ����̼�ͲĵĴ��XЧ�����_���O���Ƿ��܌�ʩ��Ч���X?�ӹ������Ͳ��Ƿ��������_��? �����aЧ����Σ���������Ч���X��ǰ�����ܷ���������ӹ���
���������īI
����1.GB/T23615.22012 �X�Ͻ����Ͳ����o������ ��2���֣��۰��������z���� �Ї��˜ʳ�����
����2.GB 5237.6��2012 �X�Ͻ����Ͳ� ��6���֣������Ͳ�
����3.AAMA TIR-A9-90 ������������f���˜�
����4.�������ߌӽ����X�Ͻ�Ļ���ͲĵăɷN���Ἴ�g̽ӑ�� �����