�����D7 A-A�������^���ٷֲ���׃�ΈD(����߅����,�ҷ����^��)

�����D8 ��A-Aҕ�D�����^ȥ�����^(����߅����,�ҷ����^��)
����(5)�Ͳ����ٺ͌�(sh��)�H׃�η������գ�

�D9 B-B ���^���ٷֲ���׃�ΈD (����߅������)
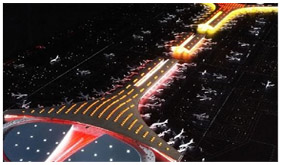
�����D10ԇģ�Y(ji��)����C-Cҕ�D�@ʾ����C-C�����^ȥ���Ͳ�����߅����;
����(1)�Ͳ��ٶȺ�׃��ģ�M���������w���ٲ�ƽ�⣬����^�D3�@ʾ, �Ͳ����(c��)�����������҂�(c��)�����^�� ������ٶȞ�D3�� ��������c�����������177.3 mm/s���������^�����(c��)������
�����D9ģ�M�Y(ji��)����B-Bҕ�D�@ʾ����B-B�����^ȥ���Ͳ�����߅����;
����C-C ҕ�D��B-Bҕ�D�����෴���@ʾ�ď�������Ҳ�෴������ģ�M�Y(ji��)����ԇģ�Y(ji��)����һ�µġ�

�����D9 B-B ���^���ٷֲ���׃�ΈD (����߅������)

�����D10 ��C-C ҕ�D�����^ȥ�����^(����߅������)
����3.2������(j��)ģ�M�Y(ji��)���M(j��n)�Ѓ�(y��u)���O(sh��)Ӌ(j��)
��������(j��)���ϽY(ji��)���M(j��n)�оC�Ϸ����Y(ji��)������ʼ�O(sh��)Ӌ(j��)�����M(j��n)���ġ���������(d��o)��(������(d��o)�����S�D���D11��ʾ)�M(j��n)�Ѓ�(y��u)���ģ����D12��ʾ��

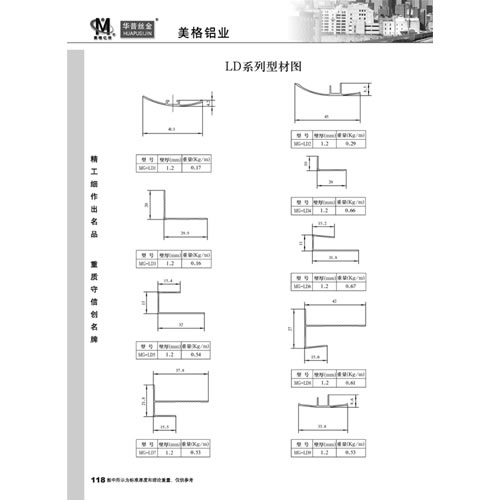
�����D11��ģ�߶������S�D

�����D12 ��(y��u)���O(sh��)Ӌ(j��)ʾ��D
����3.3����(y��u)���Y(ji��)������
��������(j��)��(y��u)���õ��O(sh��)Ӌ(j��)�ӹ�ģ�ߣ����ϙC(j��)ԇģ��ͨ�^��ۙ�l(f��)�F(xi��n)������(j��)���m(x��)���M(j��n)����(y��u)����ģ�����a(ch��n)�����Ͳĵõ���(y��u)�������^�^��ƽ����
�����Č�(sh��)�H���a(ch��n)�п����ҵ��ܶ��Ͳģ�δ��(y��u)���ĕr�������F(xi��n)���^��ƽ���ο��п�������׳����ٶȲ���^���ȱ�ݣ���D13��ʾ���ɴ˿�Ҋʹ������Ԫܛ���M(j��n)�Ѓ�(y��u)���O(sh��)Ӌ(j��)�����б�Ҫ�ġ�

�����D13 �(j��ng)��(y��u)���a(ch��n)�������^
����4���Y(ji��)Փ
����(1)����HyperXtrudeƽ�_�܉���Ч�،��D���^���M(j��n)�з���ģ�M���ɹ�(ji��)ʡ�����O(sh��)Ӌ(j��)�r�g��ģ�M�Y(ji��)������(sh��)�H���a(ch��n)���кܸߵą����rֵ��
����(2)�\(y��n)������Ԫ����ܛ�����D���^���M(j��n)��ģ�M������Ч�p��ԇģ�Δ�(sh��)���l(f��)�F(xi��n)�{�轛(j��ng)�(y��n)�y�l(f��)�F(xi��n)�ĽY(ji��)��(g��u)ȱ�ݣ��Ķ�������I(y��)�ɱ�������Ͳ��|(zh��)����
���������īI(xi��n)
����[1] �ν�. �����X�ͲĔD���^�̷��漰ģ�߃�(y��u)���O(sh��)Ӌ(j��)[D]. ����ʡ�Lɳ��.���ϴ�W(xu��).2006.
����[2] ��e���������Ƅ�.�X�ͲĔD��ģ�ߵ�3D��(y��u)���O(sh��)Ӌ(j��)[J]���C(j��)е�O(sh��)Ӌ(j��)��2000��6(6):29-32.
����[3] ʢ�����x������ꐄ�. ANSYS�����_�l(f��)ܛ�������Գ���ģ�M�еđ�(y��ng)��[J]. �C(j��)܇܇�v��ˇ��2002(6):24-27.
����[4] �ڜ�ƽ�����f�t����ѩ��. ƽ���������ģ�����^�̵Ĕ�(sh��)ֵģ�M[J]. 呉����g(sh��)��1999��,24(5): 9-11.
����[5] ���h�䣬���壬����. �X�ͲĔD�������M��ģ����Ԫ�����cӋ(j��)��[J]. ģ�߹��I(y��)��1999�꣬(4): 9-11.
 ��һ�12��һ�
��һ�12��һ�

����[ժ��Ҫ]�c(di��n)֧���_�ײ�������ܴ�ֱ�ڰ���ľ������d�r,�_���܇��ֲ����^��ļ��Б�(y��ng)��,�@��Ӱ���������ij��d���ܡ�Ŀǰ����(n��i)�⌦���c(di��n)֧�ІΌӲ������߅��(y��ng)�����о��^��,���P(gu��n)���пղ������߅��(y��ng)�����о��в���Ҋ��������������Ԫ����������c(di��n)֧���п�