��������ľ�ĵ�45���M�ǹ�ˇ̎����
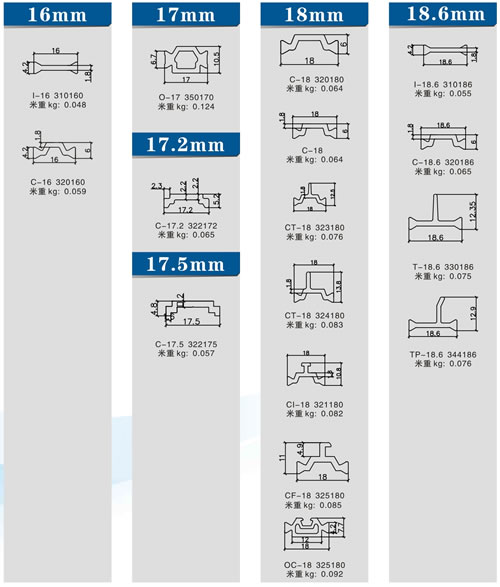
����Ŀǰ,�����Ј����Xľ�ͺ��T��ľ�ĽM�ǵ���Ҫ��ˇ�����B�ӡ�����B�ӡ������B�ӡ����D���ò���B�ΈD��˰���B��(�D��)�����B��(�D��)



�����oՓ�Dz���B�ӡ�����B�ӡ������B��,�乤ˇ���O��Ҫ����^��,Ͷ���,�T�����������L�����g���������ٔ������T����I���������Xľ�ͺ�ϵ�yϵ�y�T���İlչ����ô����κ���ľ�ĵļӹ����g���p���O��Ͷ�롢�s�������������Xľ�ͺ�ϵ�y�T���lչ�����Q�ĬF�����}��
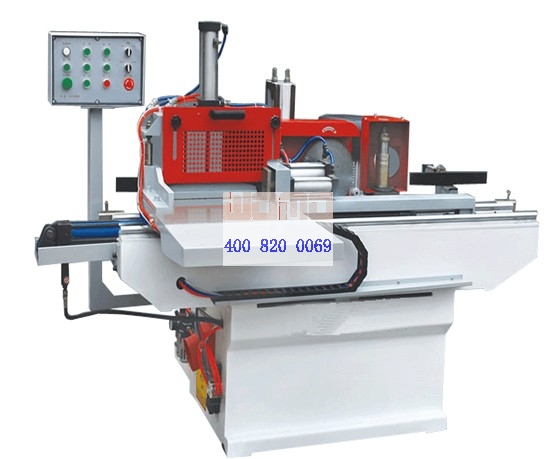
�����҂����]ʹ��һ�Nľ�ĵ�45�� �M�ǹ�ˇ̎����ԔҊ�D��)
��

����1���M�ǹ�ˇ���E:
����a)�Ȍ���Ҫ�M�ǵ��Ͳ������M��45�� ̎��,���ڌ����ͲĵĽDz�������㊽M�������b����(����λ�ۿ�)�͈A龰���:
����b)���ɰ�M�����քe���b������ľ������̎�Ķ�λ�ۿ���,ͨ�^����o�̼�����M�����cľ�Ķ���o���B��;
����c)�ٌ�����-��ľ�ĵĈA龰���̎Ϳ�����z�����A龰�;
����d)�M�Ǖr,�Ȍ������ξo�̼���߅�����һ���ͲĵĽM�������̶�����IJ�Ӳۿ�,�ٌ���֧ľ�ĵĈA龰����A龰����M�����M��У��;
����e)�����܌��F�Dz��ܷ��ć�����,ͨ�^�ăɰ�M�����Ĵ�ֱ�����п�������ľo����˨�M�оo��,�Ա㌦���ͲĽDz��ĈA龰��M����ȫ��λ�Ͳ���,���F45�� �M�������B�ӡ�
����2���M�Ǐ���:
�����Xľ�T�����~�l��ľ�T�������ИI��ٿ��ṩ���Dz��M�Ǐ����Ǚz��T�����ܵ�һ���P�I�c��ԓ45�� �M�ǹ�ˇ���y������752~79KN֮�g,��ȫ�M���T�����ܡ�
����3��45��M�ǃ���:
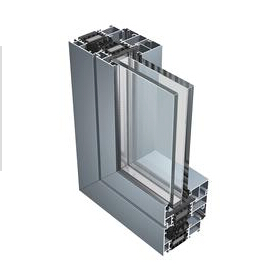
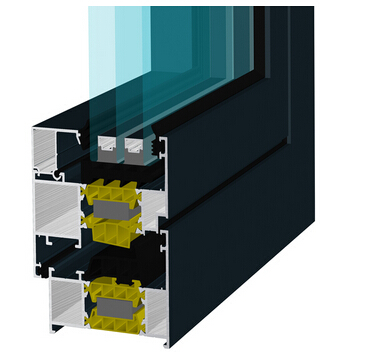
�����_����ľ�T���M�Ǻ�ĸߵͲƽ���ԡ��M�ǿp϶,�_�������z���|��������,�����˽Dz��B�ӏ���,���ӽDz��ܷ���;���ڲ�����45�� �ĽM�Ƿ�ʽ,���̶ȵĜp�������ľ�Ĕ���ֱ�ӱ�¶�c�՚���,��Q�˲���B��̎�����¶���^�����|ˮ�ֶ��������Ć��},�������T����ʹ�É���;�Ͳĵļӹ���Ϳ�b��������ˮ���Cе�������a��ʽ,�O����������aЧ�ʼ��|��,�����˹��S���O��Ͷ�Y,�������T�������a��ˇ,�s�����T���aƷ�Ľ��ڡ�
����С�Y:ľ��45�� �M�ǹ�ˇ���m���Ї����y�T��������Ҫ��,�Y���ˬF���ĿƼ����g,���F�����^�������ԡ��������c-�w,���Xľ�ͺ�ϵ�y�T���lչ�ı�Ȼ��ԓ��ˇ��Ч�ı��C���Xľ�ͺ�ϵ�y�T�����|��Ҫ��;�M�����T�����a�S��Ͷ����,�����Ŀ��^����;��Q�˷��a�����T�����������L,Ӱ����w���ڵ����_��
�������Y;ľ���YԴ�ąT���ĬF��,�Xľ�ͺ��T��ľ���|��Ҫ��ĸߘ˜ʻ���ľ�ĽM�Ǽ��g�ĸ�Ͷ�����Ƽs�҇��Xľϵ�y�T���lչ���P�IҪ�ء��҂����]ʹ�����аl�ĵ�ľ�ĵı��渲ľƤ��ˇ̎���cľ�ĵ�45�� �M�ǹ�ˇ̎�����g�ĽY��,��Ч�Ľ�Q�����V���},�乤ˇ�Ĵ����ƏV,�ݱ������Xľϵ�y�T���lչ׃�ݡ�
 ��һ�12��һ�
��һ�12��һ�