������ƪ��������[�Ї�Ļ���Wwww.gdjiasi.com]���������l����
����ժҪ���b�仯��Ļ���ИI�lչ�ı�Ȼڅ�ݣ�������ʽĻ�����ͳɱ��ă������о���Ј���������ʽĻ���M���b��ʽ���죬���H�����˘���ʽĻ�������Ժõ����c��Ҳ�^������ԪʽĻ���|��������ʩ��Ч�ʸߵă��ݡ����ďĘ����OӋ���ӹ���ˇ��ʩ��������ʩ���Cе�ׂ����棬չʾ����ʽĻ���b�仯��һ�Nʩ�����g·����
�����P�I�~������ʽĻ�����b�仯��һ�w��֧�����^��ʩ�������Ƅ�ʽ܉�����C

����1 ����
������������������I�����~�l���������I�������ИI��ٿ��ṩ���ɞ��µİlչ����ס����Ҳ�ڡ�ʮ���塱�����I�lչҎ�������c�ᵽ��Ҫ�����lչ�b��ʽ��������ԪʽĻ�����Ј�ռ���@����ߡ������ڽ����߶�100�����ҵĽ��������Æ�ԪʽĻ�������ă��ݲ������@�����ʩ�����b���~�l�����b�����ИI��ٿ��ṩ���Oʩ������ƫ�ͣ���ʩ�ɱ��^�ߡ��@�ͽo����ʽĻ���^�mʹ�Î����˷������Ј����g�����^����ʽĻ�����ڵ�ʩ���|����Ч�ʵȆ��}��Ȼ�o�⣬�ڮ��½����I���еĴ�h���У���o���O�����������_�@��Խ�lͻ����
�����҂�������_ʼ�Pע������ʽĻ����Ԫ�����ļ��g�о���������Ҫ�Ǟ��˽�Q��ʯ�ľ��l�������X�����͡������☋��ʩ���y�Ⱥ�Ч�ʆ��}������l�F����ʽĻ����Ԫ���^�̲��H�ǽY������ĸ��M��߀���Ӱ������a��ʩ���M����ʽ���������µ�ʩ��������ʩ���Cе������҂��яġ�����ʽĻ����Ԫ������1.0�汾������������ʽĻ�����b�仯ʩ�����g����2.0�汾������͑����˃rֵ��
����2����ʽĻ�����b�仯˼·
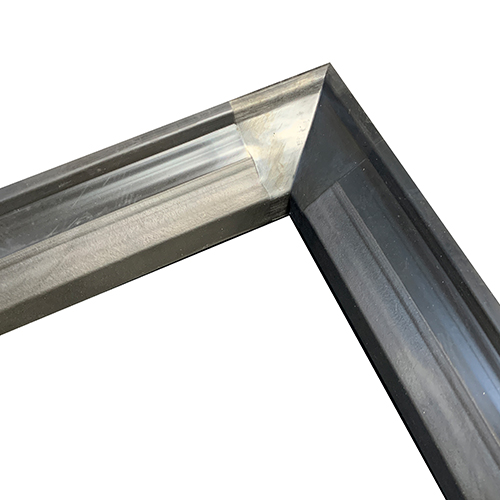
����������ʽĻ����Ԫ������ԭ���dz����Σ����ڲ���׃����ʽĻ�����������ǰ���£�ͨ�^��λ���s����������ʽĻ��������ڵ���ƴ�b�Ɇ�Ԫ��Ȼ�����w���b�����@�N˼·��ָ���£����N���l����������☋�������Ժ����ء���Ԫ��������D1���X���h�ܡ��D2���X�����͡�

�����ژ���ʽĻ����Ԫ���@�óɹ����҂��_ʼ��ҕҰ��չ����ӹ���ˇ��ʩ�������Լ�ʩ���Cе�ȷ������@헼��g�M����ϵ�y�������������γ��˘���ʽĻ�����b�仯˼·��ͨ�^��Ԫ���֣��M��F��ƴ�b�͵��b��Ҫ��;ͨ�^��Q����ʽĻ�����ω�ǰ����Ķ�λ�ͼs����ʹƴ�b�|���M�㰲�b����;ͨ�^��ȡ�o����ʩ���_��ƴ�b��Ԫ������Ͱ��b�^���܉���λ���������ܰ��b���d;ͨ�^��ȡ���^��ʩ�����ķ������͌�ʩ���Oʩ�ȗl����Ҫ��
����2.1 Ļ����Ԫ�Ą���
������Ļ����Ԫ���֡���Ҫ��ָ�Ժ��m�ķ�ʽ��Ļ���M�І�Ԫ���֣��M��F����Ԫƴ�b�͵��b��Ҫ�͆�Ԫ����ԭ�t���f��һ��������N������
������Ļ��������Ԫ���ֆ�Ԫ���@�Ļ��ͨ����Ҏ�ɵطֲ����b��l������Ԫ�أ����Ժ��ε��Ծ��l������Ԫ���M�Є��֣�������Ļ�����֞���m�Ć�Ԫ(��D3)�����@�N�����У����ھ��l�����Ę����cĻ���Ę����������������Ԇ�Ԫ���Ĺ������������Ρ�һ����f���l��Ԫ��Ļ����Ԫ���ԾS�ָ��ԵĘ��������������γɪ����Ć�Ԫ���������c�ǽ�Qһ�w��֧�����OӋ���}���_���ɷN��ͬ����Ԫ���K�܉֜ʴ_�Ŀ��gλ�ã��������B�ӷ�ʽ����ڵ��b���I��

�����ԏ��s�������w���b��ԭ�t���ֆ�Ԫ���@��È�����Ҫ��ᘌ�Ļ���Ϗ��s������Ԫ�أ���Q��F��ƴ�b���s��ʩ���y�ȴ�Ć��}�����w�����r�������������y�ȴ�Ĺ���ŵ����挍ʩ��ͬ�r��F���ĵ��b�l������һ�����s���ͷֽ�ɔ�����ƴ�b�Ć�Ԫ���@һ�Ԫ���������c�Ƿֽ��Ԫ��Ҏģ�������S�ķ����ȱM���ܜp��ƴ�ӴΔ�(�D4)��

���������Ļ��ʩ��Ч�ʞ�ԭ�t���ֆ�Ԫ���@��È���ͨ����ָ��^�����顢�F�����I�������^��ij�ҎĻ�����@�Ļ���ڄ��ֆ�Ԫ�r�ͷdz��`����Բ��á��B�m��Ԫ������������������w�{�����Ԇ�Ԫ�У���������Ԫƴ��̎Ļ��������Ҫ��ȡ�����Ԫ�������족�������ԪĻ���ķ��w���Dz�Ә��졣߀��һ�N�������g���Ԫ��������һ��������ų��چ�Ԫ�⣬�c֮���P�ęM������Ҳ���{���Ԫ������������Ԫ���b���ٰ��b�g��̎�ęM�����Ǻ���塣
�������^�����Ԫ�����족�䌍�������á������Ԫ������Q�����ɂ�����Ԫ֮�g��λ���Ƕ���}���ɂ�����Ԫ֮�g�ճ�һ���ָ�������Ԫ���b��λ�������Ԫ�����̶������҃ɂ�����Ԫ��������(�D5)�����ڡ������Ԫ��ֻؓ؟��������ϼ�����һ���������^�p���b���㣬����̶����ɂ�����Ԫ�Ϻ����������Ԫ�����M�г��d���@�N�����dz��m�ϴ����c����ƽ�R��Ļ�����죬���Ԫ��������p�Ɍ��F������֮�⣬�ڷ�Ƭ���w���b��Ļ�������ϵ�y��Ҳ���^�V���đ��á�
����ģ��ԪʽĻ���M�Q�������~�l���Q���ǡ����ИI��ٿ��ṩ����ӵ�����һ�㲻���h���ã���Ҫ���@�N���������²��ϳɱ����ӣ�����һ�����ò�Ә��죬����ʧ��K�o�������ɰ��b�ă��ݣ���ʩ���M��������������������چ�Ԫ���ց��f���ɶȴ���һ�N�������еĆ�Ԫ�����췽�����@�ɷN�������Ѓ�ȱ�c����Ҫ���Ŀ����

����2.2 �b�仯����Ĺ�ˇ��ʩ
��������ʽĻ���b�仯�����挦���Ǽӹ��M�b���}�������b���Ԫ�ڹ��S��F��������ɣ������ЙC��ʹ�ø���o����λ�A������߽M�b���Ⱥ�Ч�ʡ������nj����^����s�����ͣ���ʹ�Ì��õ�̥�ߌ����Ǻ����һ���ԵĜʴ_��λ���O�������˽M�b���Ⱥ�Ч��(�D6)��

�����漰����Ԫ�w�c���w�Y���ж����B���c�Ҳ����B���c����K�ڱε���r����Ҫ�O���o���Ķ�λ�������죬ʹ���b��Ԫ�ڲ���ҕ��λ���B���c�܉�������B�ӵ����w�Y���ϡ��@һ�c�dz���Ҫ�����Ǿ��ж�ָ��Ļ����Ԫ��K�ܷ�������b�����c��
����߀��һ����Ҫ�Pע�Ć��}�ǣ���ͬ�ڳ�Ҏ�Ć�ԪʽĻ��������ʽĻ���M������һ�������^С��������M������wƽ��������ƫ�͡�������Ӵ����ߴ磬ͨ����Ҫ�M�оֲ��ӏ���һ��ͨ�^�ڷǿ�ҕ�^���O��֧����߆�Ԫ��ƽ��Ȅ��ȡ����⣬���b������횿��]��ʩ�����������ʽ��������λ�����ص�Ӱ푣����M��ģ�MӋ�㣬���ú��m�����c�͵��ߣ�������b�r��Ԫ�w׃�����~�l��׃�Ρ����ИI��ٿ��ṩ����
����2.3 ����Ļ�����b�仯ʩ������
������Ҏ��ԪʽĻ�������~�l�����塱���ИI��ٿ��ṩ���K֮�g�M���Q������ò�Ә��죬��ˆ�Ԫ��K��횰�����b�����ΰ��b��һ���njӆ�Ԫ��K�������ˮ���]ˮԇ���ٰ��b��һ�ӆ�Ԫ��K�������ڽ��^��Ԫ�������Ļ��ϵ�y���f����������ˮ��ԭ���c��ԪʽĻ����ͬ������Ҫ�������ʩ���������I��ėl��Ҫ�ߣ��ɶ��cͬ�rչ�_ʩ�����@�����ʩ���ٶ��кܴ�Ď�����
�����������@һ���c���҂��l�F���m�ϵķ�ʽ�ǰ����^��ʩ�������@һʩ�������ǻ�����ˮ���I��ԭ������һ��ʩ�����ؙM�֞����ɂ���ˮ�Σ�ʩ���rÿ����ˮ�ȵİ�K���¶���ȫ�����b��ɺ����M����һ����ˮ�����I;����ɵ��b���I����ˮ�μ���չ�_����ȵ����z���~�l�����z�����ИI��ٿ��ṩ���ܷ����҃Ȃȵ����������@�ӵ��b�����z������������I�Ϳ����γ���ˮ��������ֱ����Ľ���ʩ���a����K��
�����@�����ĺ�̎�dz��࣬������ÿ����ˮ�εęM�����I�挒���^С�������^�����ɵذ���ʩ���^��;�����ÿ����ˮ�ε�Ļ����KƷ�N�١��������ڲ��ϼ��в�ُ���ӹ�;���ǵ��b���Iλ�ü��У�ˮƽ�\ݔ���x�̣�ʩ��Ч�ʸ�;�����Ļ����ȴ��z�ܷ⣬������ˮ���I��ʽ���Դ���p�ٵ��@���O���������D�Δ�����Ч���ʹ�ʩ�ɱ���
����2.4 �m�����b�仯����ʽĻ����һ�Nʩ���Cе
����Ļ����Ԫ��K�峣�õ��b�Oʩ�����h��܉�����C���Ƅ�ʽ�α۵�����܇���ȡ����Эh��܉�����C����õ�ʩ���Oʩ���������b�仯Ļ�����b��������܉�����Oʩ����֧����֧�ۼ�܉�����^����ϼ��������ɱ��^�ߣ����O���������^�L�����b�����ȫ�L�UҲ���^���@����Ļ���߶���100�����µ��b�仯����ʽĻ�����f��̫���㡣
���������b�仯�Ę���ʽĻ�������ڲ���Ҫ�M������ʩ�������Բ����íh��܉�����C�������҂��ںܶ��Ŀ�ж�ʹ�����Ƅ�ʽ�α۵��C�͵��@����M��ʩ�������Ƅ�ʽ�α۵��CҲ���ڵ��b���w����С�������ں�С����ˮ��Ҳ��Ҫ�����Ƅӵ��Cλ�ã�ʩ��Ч�ʵ͡�
����ͨ�^�����N���b�Oʩ��ȱ�c�ķ����о����҂��_�l��һ�N�Ƅ�ʽ܉�����C�����Ƅ�ʽ�α۵��Ļ��A�����O��һ��ˮƽ܉��������܉���·����b��늄Ӻ��J����ij�N���x�ρ��f���F��܉�����Ĺ��ܡ���܉�L����8�����ң�늄Ӻ��J��Ч���߾��x7.5�ף����b���w�����^��Ų��һ�οɵ��b6��Ļ����K�����C�����w����Ҳ���ͽ�������ģ��ƥ�䣬�ƄӴΔ�������������Ȱl�]�O�����á�����֮�⣬����������P�C���~�l����P�C�����ИI��ٿ��ṩ������ֱ�ӏĵ��������ͨ�^���ГQ�^��늄Ӻ��J��ɵ��b���������ڜp�����D�\�h������������ʩ��Ч�ʡ�
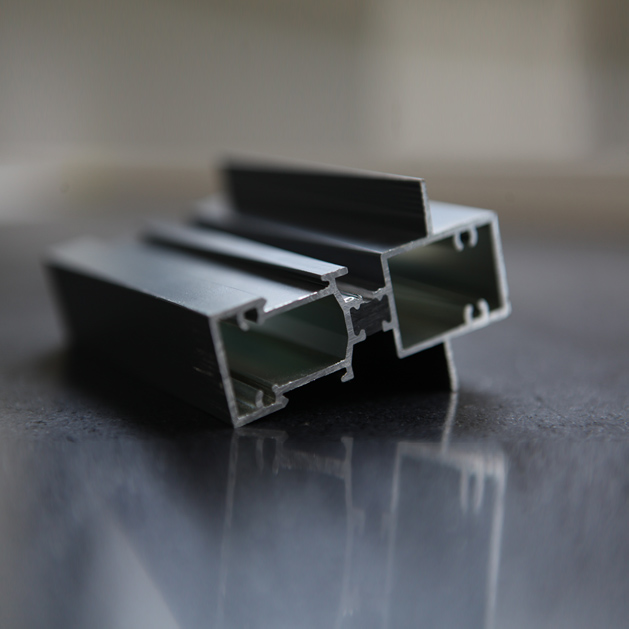
�����Ƅ�ʽ܉�����C���w������ģ�K���M�b��ʽ���֞�ױP��֧�ۡ����bϵ�y��܉���Ĵ�(�D7���D8)���ױP��䓷�ͨ�������ɣ��²����b2�Ź�6�_���\̹��݆�Է����Ƅӡ��ڰ��\݆ǰ��քe�O�û��֧���_����܇�Ƅӵ�λ����֧���_���{���߶ȣ��������f�����档֧�����ͨ���ӳɵ������M�ɣ����bϵ�y�ɾ�P�C��ǰ���ۺ����U�M�ɡ�ǰ����ʹ���N��̶���܇��ǰ�������D�ӣ��ڵ��C��Ҫ�D�Ƶ���һ����λ�r��������܉�����Ì�܉䓣��²����b1�_늄Ӻ��J�����ڵ��b��K��

����3 ��ʩ������B
����3.1 ������ʽĻ���b�仯1.0�桱����
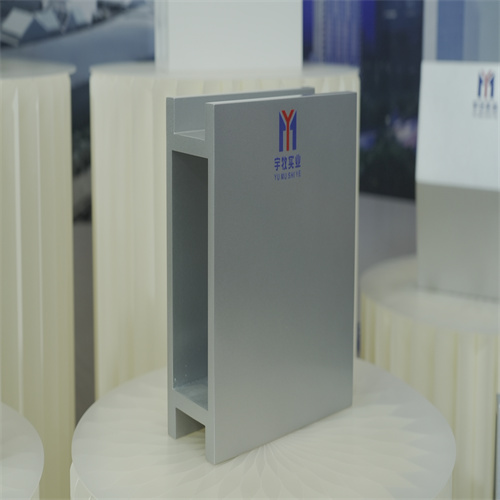
�����҂���2019�ꌍʩ��һ���Ŀ�����˘���ʽĻ����Ԫ�����췽����ԓ�Ŀ��������e14.33�f�O�����ė�������Ļ���߶�106m���Ŀ�֞�ɂ��˶Σ�ÿ���˶ζ��Ѓɂ����Ǻ�һ���B�wȹ����
����ԓ�Ŀ��ҪĻ��ϵ�y������Ļ���cʯ��Ļ���ĽM���w���M���Q���ʯ�ľ��l�ָȞ�800mm�������ķָȞ�1150mm����Ȼ�γ��˲�����Ԫ��ʯ�Ć�Ԫ���ټ����[����ʯ�ľ��l������_����Ԫ���͘�����ԓϵ�y��ȫ��Ҫ�ء�
������ԭ�OӋ�����У�ʯ�ľ��l�������Kʯ��ƴ�Ӷ��ɵģ�ƴ���|��Ҫ��dz��ߡ�ʯ�ľ��l�c���������Ǫ����ă���ϵ�y�����Էքe�B�ӹ̶������w�Y����(�D9)��

�����b�仯�����һ������˼·���Ǻ�����尲�b�y�ȡ��҂���ʯ�������̥ģ���A��䁺ã�Ȼ���ٌ�䓘��ܷŵ�̥ģ�ϡ������������£��B�Ӵa���Ԅ��N����ʯ�����ı��棬�o����A�Ԅ�����{ƽ������Ȼ��ֻ��Ҫ���ε��i�o���P�{����˨���������ʯ�����ĽM�b��������ʯ�Ć�Ԫ��̥ģ��ȡ���������Ʒ��B���R�Ͽ����M�а��b���������˰��b���Ⱥ�ʩ��Ч�ʡ�
��������һ�����c�ǡ��ͺ��ţ�ȡ��Ę����OӋ(�D10)���@���B�Ӽ����C�˲�����Ԫ��ʯ�Ć�Ԫһ�Β�ӾͿ��Ԝʴ_��λ��ʹ�]�в���Pϵ�Ę���ʽĻ����Ԫ�߂��ˆ�ԪĻ����ͬ�Ē�����ԡ����@һ���g���c�t�춨���҂�����ʽĻ���b�仯���g��2.0�汾��������Ҫ���g·����

�����@���Ŀ��ʩ�r���҂�����һ�˶ε�ʩ����λ���M��3���£�����K�I��1���������ʩ���΄ա�������Ҫ���ǣ�Ļ�����b���ȼ��^���h���ڳ�Ҏ����ʽĻ�����@���˘I���ĸ߶��u�r��ԓ�Ŀ�@���ˇ�����헡�
����3.2 ������ʽĻ���b�仯2.0�桱����
�����ژ���ʽĻ����Ԫ�����g������҂��l�F�����ژ���ʽĻ����Ԫ�����g·���У������Ԫ��K֮�g�o����Pϵ������Ҫ���M������ʩ�����@һ���g���c���¡��^��ʩ����ʩ�������ij��F���Ķ����������Ļ����ʩ���ٶȡ��ڴ˻��A���҂����Mһ�����F��Ļ��ʩ���Cе�M���˸��M���_�l��һ�N�cԓ�Nʩ���������ġ��Ƅ�ʽ܉�����C�������@Щ�����c�w�{�������γ��ˡ�����ʽĻ���b�仯ʩ�����g����������ʽĻ���b�仯��������2.0�汾��
����2024�꣬�҂���2.0�汾�ġ�����ʽĻ���b�仯ʩ�����g�����õ���һ�����Ŀ��ԓ�Ŀ1��2��������������Ҫ�ɲ���Ļ����ʯ��Ļ���M�ɣ����в����ָ�1100mm��ʯ�Č��ȷָ�900mm��ԭ�OӋ�����阋��ʽĻ��������Ļ�������X�Ͻ�������ʯ��Ļ�����������(�D11)��

�����н��Ŀ���҂���I��������b�仯����OӋ���������Թ��s3���¹��ڵij��Z�@���˘I����A�������������c����Ļ�����֞鲣����Ԫ��ʯ�ĆΣ��ɷN��Ԫ��ȫ�����қ]�в���Pϵ��ͨ�^һ�w��֧����λ���̶��ڽ������w�Y���ϡ���Ԫ��K֮�g�Բ��ô��z�ܷ�ķ�ʽ���ڰ�K���b��ɺ����õ��@���ע�z���~�l��ע�z�����ИI��ٿ��ṩ���ܷ����I(�D12)��

����ԓ�Ŀ�ɗ��Ǻ�Ӌ�s��3200����K�����ڼӹ��S���a���F�������ˡ��^��ʩ������ʩ����ʽ�����á��Ƅ�ʽ܉�����C����ɏİ�K��ֱ�\ݔ��ˮƽ��λֱ�����b��ɵ�ȫ�����������ژ���ʽĻ���b���Ԫ�İ��b�����^��ԪĻ���٣����b�ٶ��^��ԪʽĻ��Ҫ��ܶࡣ���Ƅ�ʽ܉�����C����λ�����`��Чʩ���r�g����ֱ�\ݔ�Ô��L�����^���c�������ã�ÿ����λֻҪ�낀С�r��ԭӋ����60������ȫ����K�ĵ��b�����H��ֻ����30��ĕr�g������˳�ʩ����ݿ������а�K�ĵ��b�������ٶ�֮�쳬�����҂��Լ����A�ڡ�

����4 �Y�Z
������Ļ���ИI�İlչڅ�ݿ����b��ʽ�����������������ڳɱ�Ӱ푣����ஔ�Lһ�Εr�g��100�����µĽ����ԕ��Ԙ���ʽĻ������������ʽĻ���b�仯�����@�N���È����£�푑��������I����һ�N���愓�¡����ϣ����ژ���Ļ����Ԫ���Lԇ����_ʼ�ˣ������˺ܶ�ɹ��İ������҂��J�阋��ʽĻ���b�仯�lչ�����հ��ԪʽĻ���ļ���ģʽ������ᘌ�����ʽĻ�������c�lչ�@헼��g��ʹ�䲻����ƫ�x����ʽĻ�����캆�Ρ����ϳɱ��͡�ʩ���`������ԡ��҂��������һЩ��̽���������^���H���̙z�C���@�l���g·�����H�ߵ�ͨ������߀�кܴ�ĝ������ڡ����������۽����ޣ��҂��F�еļ��g�ɹ�߀�ܲ����ƣ����@Щ�ĵ��w������չʾ����ϣ���܌�Ļ���b�仯�����I���lչ�ṩһ�c������
���������īI
����[1]������ʽĻ�����b��ʽ���g�����ڹ����еđ��á� �]˼�� ���Է�F�������T��Ļ�����g�c���� �Ї��������I������2022
���߆�λ�������к�Ļ����������˾