����
�ġ���߷����T�|������Ч��ʩ
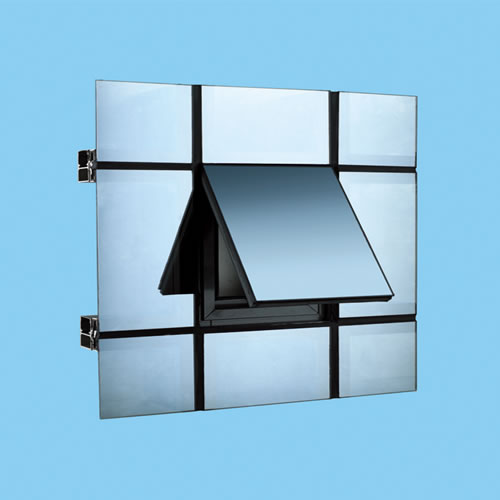
�����O���R�r�Ը�����B������߷����T�|������Ч��ʩ��ǰ���f�^���D5��ʾ�ĽY�������ڜp�ق��ᣬ֮���Բ����ձ�ʹ�ã�����Ҫԭ�������ʹ����˨�M�b�Ĺ�ˇ���ܲ��á��Л]������乤ˇ���ܵķ����أ������У��ɲ���
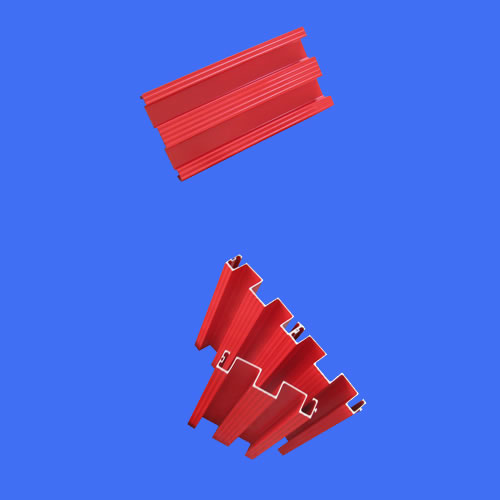
�����ķ������D7���ǚW��ij��I���a���и������Y����䓿�
�����T���Ͳ�ʾ��D�����˼��g��ֲ�������T��ȥ���҂��������a���D7ʯ��ʾ���и������ķ����T�T��

����ʹ�ÈD7����ʾ���Ͳ�������
�T�����˂����T����������һ��������Y���ϣ�ֻ�ܿ������Ͳă������䓹ܣ��ڃɌ�䓹��g�A�з�
������������������ܰl�F��ϳɷ�����ͨ�^�����о����҂��l�F�����Ͳă����䓹��g���˷ǽ��ٸ�������⣬߀�����ɂ��B���������Ҳ����˺��Ӻϳɵķ���������·�����:����
܈�C܈����������҃Ȍӡ������䓹ܣ��ڷǽ��ٸ�������ϴ�ÿף����B�������ڷǽ��ٸ���������ȴ�õĿ׃ȣ������Ȍ�䓹ܡ��ǽ��ٸ�����ϡ����䓹��������Ì��R�����Ӊ�ͨ늣��������Ӹ����B�����������ߺϳ�һ�����w�����^����D8��ʾ��

����ʹ�ÈD7����ʾ�ĺ��ӷ��������B����ֱ����6mm����
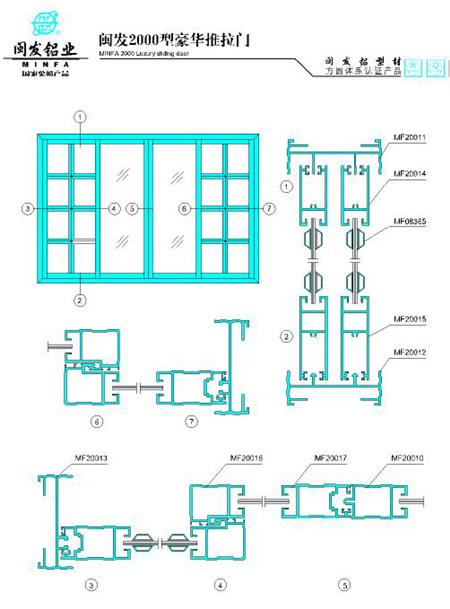
������e�s��20mmƽ���ס���ͨ�ķ����T�T�����_���Ͳģ����Ͳĵıں���1.5mm��20mm���L�ȣ����҃Ȃ��c����ȵ��B����e�t�_��30mmƽ���ס��Ը��������Ͳ��c�]�и��������Ͳ���ȣ�������������Ͳģ�ÿ100mm��һ�����c����ֱ�ӂ�
��������ͨ�����Ȍ��p��80O%��������xҲ���@�����L�����ú��Ӻϳɵķ��������ԝM�����a�и������ķ����T�T�����Ҫ���҃�
��T����I�������Ը�������䓿����T���r�����c�����O��������I���^���P��ԇ�҇�������������ƵČ��úϳ��O�䡣
����
�塢���Ӻϳɼ��g��ǰ��
����1.�鲻�ڷ����T�T��ȳ�������������˗l����
����ֻ���D4���ڷ����T�T�����������������һ���y�¡�Ȼ���ڌ��H�����У�����T����߀�Љ��������@�������������ס����bǰ���ڹ��S��������T�T������������_�������ף���������
�̻���Ҫ�r�g��������������ķ����T�������Ӻܶ࣬�o���b�\ݔ�������S�����y�����b�r���ڬF��������T�T������������������T�c����֮�g�Ŀp϶�Еr��С�����H�������y���z�Ҳ�����y����Ҋ�D4�ҡ������f�����Hʹ�õķ����T�����T������ʵĻ��������y�_�����ܙz�y�r��ˮƽ�����ø�������g���Ͳģ���D9��ʾ��

�����@�����҃Ȃ��Ͳ��c������Ͳ��g��һ�ӷǽ��ٸ�����ϣ����g�m�Խ����B����������
��ͨ������һ�l��׃�������ɂ��c���ڴ˻��A�ϣ������a�Ͳĕr�����Ͳă����뱣�ز���(�����p�|
���ذ�)��
��ݗ����
�ጦ���Ă���ͨ��Ҳ�ɱ���Ч��ࡣ��Ҫ���ǣ����������������a�����T���ڰ��b�r����Ҫ�ڷ����T�T�������������ù��S�����I����F�����I�������ڱ��C���Hʹ�õĮaƷ�c����ԇ�ĮaƷ����һ�£�ʹ�����T�|�����и��ɿ��ı��C�����^���@�N�]�ڽY�����T�����_
�q��ס��i�ס���
���N�ȿוr��Ҫ���I���_���O����b��
 ��һ�12345��һ�
��һ�12345��һ�