�������Ї�Ļ���W�������cʽ��������֧��ϵ�y��
䓽Y�����g��ϵ�y����
���P��g��צ������������8+1.14��
PVB��+8mm
䓻��A�z������
����
һ����ˇ����
�����ӹ��ʂ估���ϡ��y���ž���
�A������b̎����䓽Y�����b
���������P䓲���צ���b���ӡ�䓻��A �����ӹ��������b�����´� �����a�z��������ϴ�������F����������ա�
��
������ʩ����ˇ��ʩ��Ҫ�c
����1���ӹ��ʂ估���ϣ�����ʩ���D�Řӣ��ŘӺ�̖�ϕrҪ�A������
�տs���ͼӹ������������Ř����Ӱ塣
䓲��C����䓲�����ǰ������M�гC�����C�����ƫ��ֵ�������^Ҏ��Ҏ�������Sƫ��ֵ���Ա��C���ϵ��|����
����2���y���ž�����������
�˸����ʾ��y�A
����˸����ľ����z���A����˸�ƫ�����ƫ������Y�����_���A����ָ����{��̎����������
�ǰ����؏���ī�������A���픘˸߾���
����3���A������b̎������λ�A������bλ�ã����@���b��Ҫ���A���λ�Üʴ_��
���O�ι̡��˸�ƫ�����9mm������λ�Ʋ�����20mm��
����4��䓹Ǽܰ��b���ӣ�䓹Ǽܲ��� 150-200*8mm ׃
����T
�������50*3mm
�A��ܣ����b���ú��ӣ���z�麸��
���c���{��䓹Ǽ�λ�ã��ʴ_�o�`�����M�к��ӡ��Ǽܰ��bҪ��ѭ��������������İ��b����������L�r���Ⱥ����^���Cֱ��������䓽��^�r����ʹ���^����c
䓰��A����o�N�������OӋҪ���Pȥ��ǡ����Ӻ��p���ں��p�ăɶ˺��������壬����|�Ͳ�����ʽ�c������ͬ���������� ��ĥƽ��
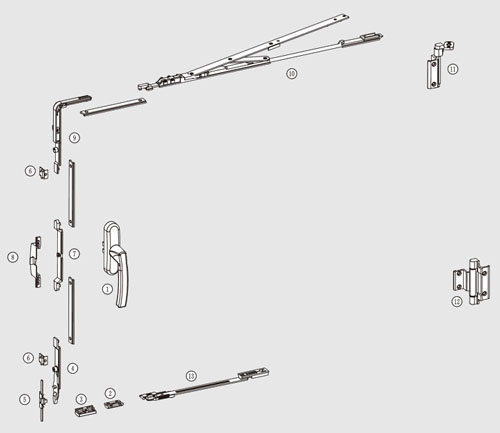
����5�����P䓲���צ���b���ӣ����OӋ�ߴ珗���v�M����
�OӋ���ߣ���
�A���A�o���M�ж�λ�c�����b���ꮅ�����Ӳ���צ������
����6��
����̎�������� �������w�R����P䓼���������OӋҎ����̎����
Ϳ����Ĥ��ȑ������OӋҪ���ʩ��Ҏ����Ҏ������֫��䓃Ȃȵ������©Ϳ��
����7��䓻��A �����ӹ��������b�����OӋҪ��Y�ό��y�ߴ�_�������ߴ磬�Լ���ˮƽ����ֱλ�ã��S�Ҽӹ����������b���P䓲���צ�������R�r
�̶����M���{�����{���˜ʙMƽ���Qֱ����ƽ��ƫ��ó��^Ҏ��ƫ�
����8���{���z�cʽ�����M�����w�{���z�{���˜ʙMƽ���Qֱ����ƽ��ƫ��ó��^Ҏ��ƫ�
����9�����´� ������坍�����g�p϶��������ˮ���͝n��Ϳ�ϡ��F�P��
ˮ��ɰ�{���҉m�ȡ�����坍ճ�Y�棬����
���������{���p����ȣ�������߅ճ ���ڿp�ɂ��N���o ��
���o����������Ⱦ������ͬ�r��
�ܷ� ��ע�z���z�p����Ĩƽ��ȥ������� ��ע �ꮅ�������o��˺������Ҫ�r��
�܄����ò����� ��δ��ȫ
Ӳ��ǰ����ҪմȾ�҉m�̈́�����
����10�����a�z�ֲ����a�z
����11��������ϴ�����w��ϴ�����m������Ҫ�r���܄����ò���
����12�������F�������o����ϴ�F����
����13��������գ�������ա�
��
�������|������
����1���|���˜ʣ����� ��
䓽Y���OӋҎ����(GB50017��2003)����䓽Y������ʩ���|�����Ҏ������
GB50205-2001 ������
����Ļ�����̼��gҎ������JGJ102��96���� ��
����Ļ�������|���z�˜�����JGJ/T139��20016����
����2���|������Ҫ�c��
������1�����Ͽ��ƣ�����������ʹ�õĸ��N���ϱ�횷����OӋ��Ҏ��Ҫ���ϲ�ُǰ���Ū���Ҏ���Ќ�ԓ�N�����к��|��Ҫ��
������2�����N
�������\ݔ�^���б���пɿ��ı��o��ʩ���������^����o���@�İ���͓p����������Ȳ�����0.5mm�����̡��w�R�ë�̑������Ƀ���
��˨�⻬���oë�̣��ױ�
��ֱ��ƫ����ڰ���2%���A��ƫ�����1%��
������3��䓽Y�����b���ӣ�䓽Y�����b����������ʩ���б��^�����Ĺ����b�Ƿ�ʴ_��Ӱ����^ʩ���^�̡��y���ˆT�ڹ����б�횷���У�����_���ž����_���¶����_��䓽Y���c�A������B��ʩ���У�����úϸ������ӡ�
���P�����b
������횺ϸ�
������4��䓲ĵ�Ʒ�N��Ҏ����̖���|������횷����OӋҪ���y�����P�˜ʵ�Ҏ����䓲�
�и�����횟o
�Ѽy���A���Ӻʹ���lmm ��ȱ�㡣�������^����o���@�İ���͓p����������Ȳ�����0.5mm�����̡��w�R�ë�̑������Ƀ�����˨�⻬���oë�̣��ױڴ�ֱ��ƫ����ڰ���2%���A��ƫ�����1%�����