�������������_(�K��)�Cе�O������˾(���º��Q������˾)ᘌ������Ј��и�L���O�������Ҳ�����{��̽����������λ����ʿ�Ĵ��l�O�似�g����ͨ�^���͝L���yԇ�аl����һ�����S�L���C���������S�L���C��һ�M�c�ڶ��M�L���P�C�����ȿ��{���������M�L���P�C��������ˮƽ�c��ֱ��������{��(���ڳC���ͲĹPֱ��)��12���L���Pͬ���ӣ����L���P���������S�У��Ϊ��������ڝL���^���п��ڸ����������M���{�����Ķ����õ��m���Ͳ������Y�����_���L���^�����ͲĹPֱ���@�ø��|���ļ�������(�D12)

����(13) ����̖������C
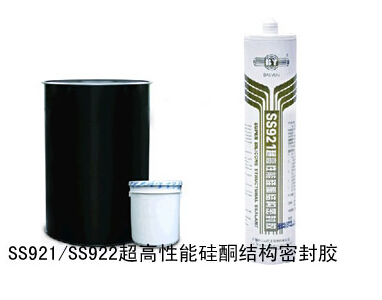
�����@��һ�Nͨ�^ʹ�ÝL݆�b�Ì������Ͳ��M����s׃��̎��Ķ�ʹ�ͲČ��F���ȏ������O�䡣������˾���a����80��N��ͬ�����O����̖���͑��x��ÿ����̖�������������������g���M���m���ڲ�ͬ�T���aƷ�����ڹ��I�aƷ������ͨ�^�δγ��λ��γ��Ό��F��N�����돽���Ķ��M��͑��ӹ�������Ч���ĺÉ�50% ȡ�Q�ڝL݆Ʒ�|���]�кõĝL݆�������O��Ҳ���^�ǔ[�O���o�����F�������õ����ܡ����������O���������ƽM��ʽ�L݆��䓲����������L�L݆ʹ�É���������L݆�ڏ����^���г��F����ĥ�p;�M��ʽ�Y���tʹ�L݆�܉���õ��N�ϲ�ͬ���ͲĔ���Y����ͬ�r�L݆������PVC�r�l���ڏ����^���е��Ͳļӹ̣���ֹ׃�Ρ�ԓ��˾�O���м��g���Tؓ؟�L݆���OӋ�����a����Ʒ�yԇ�����O���x�͵��O�佻������͑��ṩһ�w���Ľ�Q��������Ӗ���ա�(�D13)

����(��)��ˇ�b��(�����aƷ)�e�O��������Ļ���ӹ����c
�����ͽ���Ļ�����ԣ�Ŀǰ��Ҏ�ӹ��O���ѿ��Խ�Q�˜ʵ����Ļ������ԪĻ���ӹ����ӹ��^�����γɘ˜ʵ��O�����ú�ˇ���̡��������ꮐ��Ļ���ӳ����F������Ļ������Ч�����ء��Y�����s���o�OӋ���ӹ������b�ȭh������O������y���e�Ƕ����w����Ļ��������ʹ�ý�����e�^���L�ȳ��L���ӹ������Π���s�������Ͳģ��o�ӹ���ˇ�����˲�ͬ���y�c������Ļ���OӋ���͵Ķ�Ԫ�������λ������g�����ˇ�g���죬�ѳɞ���н����������c��2015��2016��ȣ���������꣬�@�Nڅ��߀������Ӵ��@����Ļ���ӹ���ˇ�ͼӹ��O��������µ�Ҫ����ИI����ɵ��S�ཛ�佨��Ļ�����̣����Կ�������Ļ���ӹ��O���ИI���Ҳ�������S����Ҫؕ�I��

��������(1)�K���|��֮�T���~�l���|��֮�T�����ИI��ٿ��ṩ���Ŀ��ԓ�Ŀ���K����־�Խ���֮һ�����Ͳļӹ��^���У���Ҫ�������g�y�}�ǽ������200��300mm���ں����5mm���θ��Ͳ�������100�������ң��@�ӵ��Ͳ��ڳ�Ҏ�O�����y�Ԍ��F��ƽ��˾������Ƹ����ˎ�ӹ��O�䡣ʹ�ô�����Ԅ��M�ϵĆ��^�и�����Թ�ˇ�ӹ������O��ʹ�Ƭֱ������800mm���M�o���x1000mm���D��3000�D/min��늙C����5.5KW����Q���@һ��ˇ�ӹ��y�c��(Ҋ�D14)����ᘌ�ԓ���̆θ�Ļ���Ͳ���������100kg���Ͳ������b�A�����Ĺ�ˇ�y�}���������Ƽӹ�һ�_���ͼӹ����ġ����O����üӏ���Y�����p�X݆�X�l���ߣ������_�_���ͣ��������S̤�ڹ����_���M���b�A������湤���b�A�Ͳģ�����˹���Ч�ʡ�(Ҋ�D15)

��������(2)�Ϻ��Ϸ����Ŀ�������S������Y����������M�ϼӹ����ó�Ҏ�ӿ�䏡�������ǟo����ɼӹ������ƽ��˾�����Ƭֱ����650mm�Ĕ����p�^�и��(Ҋ�D16)���ϣ���Q����200*300����A�ǵ��p�^�ӹ���

�����ڽ���ӹ��У���Ҫ3�M�Ƭ�M�ϣ������C�@��б߅�ߴ����300mm�ļӹ�����Kʹ���O�������S�����(Ҋ�D17��18)������3�M���D�Ƕȣ��Ƭֱ������500mm���г�1000mm�M�ϼӹ�ģʽ��

��������ϰ�Ļ���Ŀ����ԓ�Ŀ�У�����ʹ�����w�����νY��������������߀���S��С�����Σ������ͲĽǶȼӹ�������y��(Ҋ�D19)

������˲���ƽ��˾�����p�^�и��(SQJ2-650)����[�ǹ��ܣ�һ���b�A�����и�䏽Ƕ�����[�ӵļӹ���ˇ���_�����OӋ�ߴ�Ҫ��������и�Ⱥ�Ч�ʣ�ʹ�x�õ��O��M���˼ӹ���ˇ��Ҫ��(Ҋ�D20)

����(��)�X�T��Ļ���ИI��ˇ�O����Ԅӻ������ֻ�
�����X�T��Ļ���O��ӹ��ИIҪ�o���r���lչ�IJ������e�O�����Ј�������2015��2016�꣬�������ʮ��İlչ�^���У���Ҫ�о��ķ������T��Ļ����ˇ�ӹ����Ԅӻ������ֻ�����ǰ���R�����ϝq���ù��ɱ��ʹ_���˜ʷ����ĮaƷ�|������ν����˹��ɱ����Ķ��g�ӽ��ͮaƷ�ɱ���������I����������ü��;�I�Ⱥܶ���I�ĮaƷ�|������ه�ڼ��g�ˆT�IJ����쾚�̶ȡ���ͬ�a������ͬ�ˆT�ӹ��ĮaƷ�|������R������Ʒ�Ļ���̎���֕��Ӵ����a�ɱ������w���a���y�õ���Ч�ܿء����F�T��Ļ���ИI�����a�^�����ܻ��������������a��ʽ���t�����ИI��һ����Ŀ�ˡ�Ҫ���F���^�ġ����ܻ����S����������Ҫ�����ı��nj��F���S�ġ��Ԅӻ����c�����ֻ��������^�T��Ļ���ИI�Ĺ��S���Ԅӻ��������c���{�����ڱM���ܜp���˹���ͬ�r�����C�������a��ˇ�^���и��h���ğo�p϶㕽ӣ��Ķ��������aЧ�ʡ����T��Ļ�����a�^���У��˂��ձ��J�錍�F�C�ӹ��h���ĸ�Ч�ʾ���ζ�����F�ˮa�ܵă������䌍��Ȼ���C�ӹ����҂���Ҫ���C����ˇ���c�g�O���Ĭ����ϣ����������ܹ�ʡ�ļӹ��r�g�Ƿdz����ģ�����O��ęCе�����ѽ������Q�������ļӹ��r�g���෴���������҂�����ҕ�������b��h���s�������ڵĕr�g�����������a�ܵ������a���@��Ӱ푡�������˾���S����ǰ�͌��ԄӾ����D�����M��̽������ͨ�^�W���Ј����ƏV���÷e�����S�ཛ���������D�ԄӾ��OӋ����,������˾�@�������Ʒ�����γ�һ�׳���IJ���ϵ�y�������������͑������M�ЏS�^���졢���a����ˇ��Ϣ���塢�ԄӾ������OӋ���ԄӾ���������c̽ӑ���������岢��ʩ��(Ҋ�D21)

�����������^�T��Ļ���ИI�Ĺ��S�����ֻ��������c���{�Ąt�Ǐ��OӋ�����a��������������һ�w��ܛ��ϵ�y�cӲ���ӹ��O��֮�g�Č��ӣ��Ķ����F��I�����ˆT���������S�Ĕ��ֻ�������������˾���@����Ҳ�c������֪��ܛ����˾���������еĺ����Pϵ��ͨ�^���������ܛ���c�O�䌦�ӷ���e�����S���Ľ������͑��p�Ɍ��F���ֻ�������
����(�D22)��ʾ�ǽ��_�l��ȫ�Ԅ�Ļ���ϼӹ����ģ�ԓ���Č����ϵ�߅�������M���и�;�ӹ�ģ�K�̶�����������܉�ϣ����Ԍ����ϵı����M�мӹ����܉�ͬ�r������T��c���T�ӹ������ĽY�������ҹ����ό��F�˼��ݣ���ʡ�˼ӹ��r�g��������ȫ�Ԅӻ�Ļ���ϼӹ�����Ч�������������a����ͬһ�O���ό��F����Ƕȵ��и�@㊡��_�ۿڵĹ��ܡ�������Ļ�����a���в���ȫ�Ԅ�Ļ���ϼӹ�����ȡ����ԓ��˾���a��KT-383FD��KT-313CM ��KT-630R����䡣��s���ˆT������һ��܇�g����2�l���a���M��Ӌ�㣬2�˿���ͬ�r����2�_ȫ�Ԅ�Ļ���ϼӹ����ģ����F����Ƕȵ��и�@㊡��_�ۿڵĹ��ܣ���ԭ�����a�����Fͬ�ӹ��ܹ��s��14��;��ʡ���ء��������D����С��

����������������X�T�����ֻ����S�������쳽�X�C�ɷ�����˾(���º��Q�쳽��˾)���o�����H���˵��X�T��Ļ���lչ���������I�����O���ИI���M������������X�T�����ֻ����S(E-Works)�ĸ���S���߶˔���������~�l����С����ИI��ٿ��ṩ�����ġ������ļ��M���Ԅ���ˮ�������^�аl�ɹ���E-Worksϵ�y����څ�����ơ�E-Worksϵ�y���ɺ��D���£�


�������ֻ����S(E-Worksϵ�y)�ĺ�����ϵ�y������(����Ӌ��C)�������M�Д����Ĺ������c��������վ�c֮�g�M�Д����Ă����c���ա�ÿ������վ�c����һ�����І�Ԫ��������Ӌ��C(������O��ֱ��ʹ���O��Ĺ��ؙC)���D�дּ��^���������T���ӹ��Ĺ�ˇ���̷���Ҳ���T���S���H���������D��������ø߶˔��������ģ��Ɍ��Ͳĵ��и��ˇ�ײۼӹ�������һ�_�O������ɣ�����վ�c�϶���һ���p�����������D���p�����˹����A�������˹��ɱ��������˄ڄӏ��ȵ�ͬ�r���p�����e�`�ɱ��ȟo�γɱ����쳽�X�C���ֻ����S(E-Worksϵ�y)���Ԅ���ˮ�����aģʽ�c���y�X�T�����aģʽ��ȣ�����ͬ��a������r�£��H�Î��_�߶��ԄӾ���O�������ʮ���_���y�T���O����ʹ�ù�����Ӽ��У��O��Ŀs�����������D�����̣��O��Ľ����˹��˵Ąڄӏ��ȣ�����˼ӹ�Ч�ʺ��T���|����ͬ�rҲ�O��Ľ������e�`�ɱ��ͅf���ɱ���ͬ�r�����ˆT�����Ô����H����˱��������y���aģʽ�е�ʮ���ˣ�����ͬ��a������r���֘O��Ľ������˹��ɱ��������ɱ���
����(��)�T��Ļ���ӹ��b������I�ķ��ռ�����
������������T��Ļ���ӹ��b������I�ķ��գ��ǽ���@�����T��Ļ���ИI�e�Pע��һ��Ԓ�}�����O�䱾�����ԣ��oՓƷ�|��ߣ�ʹ���������L�Լ������ˆT���`�������������O��l���A���Թ��ϣ��@�r�O�乩�����܉��ṩ���ۺ���յ�ȫ���ԣ��Լ����r�Ծ��@�ØO���P�I��ԇ��]�и�Ч���ۺ���գ��T��Ļ����I��α������a�ķ����Լ�형�����?��Σ��������ߌ��������I�h���İlչ�Լ��Ñ�����׃����ʹ��������ʹ�T��Ļ����I������������aƷ���aƷ��ͨ�^��ˇ���F�ģ����O�����Ǟ鹤ˇ���յġ��ڮaƷ�l�����Q����ͬ�r����ˇ��ȻҲ������Ӱ푲���õ����M���@�Ͷش��O�乩����Ҫ�и�հ�h���ľ���һ�����܉��m���¹�ˇ����͑��ṩ�����ϵ�y����������ͬ�r���܉����Ӱl�Fδ����ˇ�İlչڅ�ݣ��Ķ������͑���Ч���O�����d�����M��Ͷ�Y�����@���氲���ٹ�˾����ķ���������������dz�ֵ�ÿ϶����ƏV�����������_����һ�����Ʒ���O�乩���̣�����������Y��I�ļ��g�Fꠣ������ṩ��Ч���ܵ���Ѹ�ݵķ��գ��c�͑���ͬ��Q���a���g���O�䑪���������ĸ��N���};ͬ�r߀�������ۺ���ՈFꠣ��ṩ���ڵ��O��S�o�c���B����ᘌ�����Ҫ�Ŀ͑��M�������Ӗ�����O����aƷ�����n�̡������_����Ӗ���WУ��Ո�͑�ȫ�̅���;�������з����ɿ��Ĺ����ϵ�y��ᘌ����a���ڡ��O������b�\��������ۙ�����P���ȷ����c�ֵܹ�˾���\ݔ�̼������C�P�����r��ͨ���_��؛���܉�ʕr��ȫ�ؽ����o�͑�ʹ�á����⣬���Ă}��ϵ�y������W�jҲʹ�����܉���Ч�ӏ�؛Ʒ�Ĺܿء��`�����؛�r�g�IJ��ӡ��������aӋ�������ԡ�
�����C���������T��Ļ���ӹ��b������I��ֻ���eע�����Ì��T��Ļ����I�ķ��գ����ܴ��M�T��Ļ���ӹ��b������I��������Ч���ɳ��m�lչ�ĵ�·�lչ��
����(��)���Y
�����҇��X�T��Ļ���ӹ��b���^ȥ��Ҫ������ͨ�ĆΙC�������F�����T��Ļ����I�����ɆΙC�������D׃�����Ԅ����a���ӹ����Ğ������b�䡣���ⰲ�������_���~������������Ʒ���^ȥ���@���I��ռ��һ���ă��ݵ�λ�� ����ƽ�͡����쳽��Ʒ������ӭ�^�s�ϡ�
�����S���ӹ��b��������Q�������ȵ��T��Ļ���ИIҲ���v��ͬ�ӵ�һ��׃�С�͵��T���ӹ��S�����ر���̭;�aƷ�������á��|���������a���^����T��Ļ����˾�ڼ��ҵĸ������A�����Ј�;Ҳ�в���С���T��Ļ����I���^���a�Ԅӻ�����Ϣ���ĸ�����������ɞ����һ���������Ĵ������T��Ļ����˾��
�������T���S���ԣ��^ȥ���ȵ��ձ鶼��С����a��1-2�fƽ����������I�ˣ�5�fƽ�ďS����Ҋ;�F����a���_50-60�fƽ���T���S�ѽ���¶�^�Dz��ܿ�ɞ����������_ʼʹ���ԄӾ��ͼӹ������@�N���a��ʽ���������M��ܛ����������I��
�������I����ʿ�AӋ����ʮ������ĩ�����д����ԄӾ��ͼӹ������@�N��Ϣ���̶��^�ߵ��T���S�������a���������_��100�fƽ�����ϵ��T���S���ɞ��������T����I��ʮ��ǰ��һ���T�����S���b��Ͷ�Yʮ���f���������ģ�50�f���ѽ����Ǵ�S�ˣ��F��100 �f���ϵ�Ͷ�Y���ѽ��ܳ�Ҋ�ˡ�����T��Ļ��������I���b�䷽��Ͷ�Y�~����500-1000 �f֮�g��������Ϣ���̶��^�ߵļӹ��ԄӾ����ӹ����Ğ����w�����b�䣬��ˣ�2015��2016�꣬������δ�픵��ȣ��T��Ļ���ӹ��b������ܻ�����Ϣ�������յȣ��Q�����T��Ļ��������I�����O�����a�S�����Ј��ϵĸ�������
�����T��Ļ���ӹ���I���x���O��r��ͨ�������]���µĆ��}��(1)δ����������a����;(2)�F�ڄڄӳɱ�Խ��Խ�ߣ��aƷҪ��Խ��Խ�ߣ���ˇҲԽ��Խ���s����ه���֎������쾚���˽�Q���a�ϵĹ�ˇ���}�ѽ����F����߀�ЮaƷ�������Ҫ�кϸ���O����ܝM�㌍�H�ļӹ�Ҫ��;(3)�T����Ļ�����С��ߡ��Ͷ�λ���T���Ķ�λ�Q���aƷ�ɱ�����ˇ����Ҫ������]�ж�λ�ã��Y������Ҫ�������^ʣ���YԴ���M��Ҫ����ُ�O��ܿ첻�ܝM�㌍�H���aҪ�����؏�ُ�I��ͬ��������I�ɱ��������I����������Ҫ�������m�ϲ��Ǻá�
�����S�����ܻ�����Ϣ���Ŀ��ٰlչ���T��Ļ���ӹ��b��İlչڅ����������Ч�ļӹ����ġ��ԄӾ������ֻ�����lչ��ֻ�и�Ч���b�䣬�͑��ŕ�ϲ�g���ŕ����N���b���Ƿ������T���ӹ��^�̵Ĺ��ߣ��T���S���a�Ĵ��Ͳ�һ�ӣ������f�������_�����^�࣬�Ϸ����_�����^�࣬���������a��ˇ�Dz���ȫһ�ӵģ��O�乩����Ҫ�_�l�����T�m���ڲ�ͬ�T���S���b�䣬������ˇ�^�̣���߮a�ܣ����������M�á���Σ������T��Ļ����IҪ�挦�������̵����a�^�̹������@��Ҫ�b�����ܛ���탞�����a�^�̡�
����2015��2016���҇��X�T��Ļ���ИI��̎���{���ڣ��µ�Ҏ�������������M���У����^�³��B�����{�أ��ИI���õ��µİlչ���X�T��Ļ���O�����칩����Ҳ���ڞ�˶�Ŭ�����҂����Üʂ䣬ӭ���T��Ļ���ӹ��b���Ԅӻ������ֻ����¾������յ�����
����ע���������P�O�似�g�Y�������¹�˾�ṩ
����������ƽ�͙C�����칫˾ ���� ��e
������ɽ��혵
^���X�T���Cе���I����˾ ��С܊
�������������_(�K��)�Cе�O������˾ ����
���������쳽�X�C�ɷ�����˾ ����
 ��һ�12��һ�
��һ�12��һ�