�����D4�����X�Ͻ�ģ���Ͳġ�WYY1125���������Ͳ�(�ڱ�ʽ)�D��ģ(2#ģ)ʾ��D
����(3)ģ���OӋ����Ҫ�c�������c����
��������WYY1125�ͲĵĴ�������c�����@�N�D���y���^��İ�����Ͳģ���3��ģ���OӋ�����M�з������ȣ�
������һ�����dz�Ҏ��ƽ��ģ���@�Nģ������������������ģ�ӵđұ۲�λֱ�ӳ���׃�ν��ٵ���������ʹ�ұ��������ܱ��C�D���ijߴ羫�Ⱥ���λ����ֵ��ͬ�rģ��ʹ�É����̡ܶ�
�����ڶ����������Ͳĵ��_��̎��һ�B�ӗl��ʹ������Ͳ�׃�ɷ��]�Ŀ����Ͳ�(Ҋ�D5)���@�ӾͿ�����ͨ����ģ�OӋ�������@�N�Y����ģ���mȻ�܉��C�aƷ�ߴ羫�Ⱥ���λ����ֵ�����ǔD���Ͳĵ��B�ӗl��Ҫ�ڽ���𡢕rЧ��˺������˺���B�ӗl���Ͳĵ��B��̎�ֲڶȺܸߣ���Ҫ�˹��L�r�g��ĥ���D���ij�Ʒ�ʺܵͶ��ҳɱ��ߡ�

�����D5WYY1125�Ͳĵ��_��̎�����B�ӗl��ʹ��׃������Ͳ�
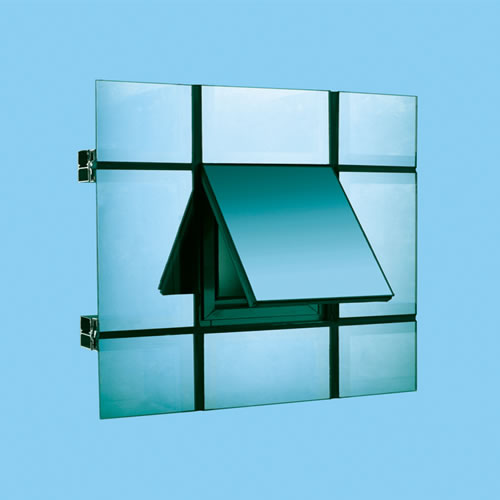
���������������ڱ�ʽģ�߽Y�����ڱ�ʽģ���OӋԭ�������ஔ�ڷ���ģ��ģо�����ڱ���ģģ�đұ۲�λ���Ķ���ģ�ߵđұ۲�λ��ֱ�ӳ���׃�ν��ٵ�������(Ҋ�D6)���ұ۲�λ��픲��c��ģģо픲������g϶����(0.8-1.0mm)���Á����������ď�������׃�������ұ۵ĉ���(Ҋ�D6)���@�Nģ�ӿ���Ч�����ɑұ�픶˲�λģ���D���Ͳĵıں�ƫ��^�õر��C�Ͳ��|�����mȻģ����������Ҫ��ߣ���ģ������S�߂����ļӹ�������
��������˾���Ȍ�ʩ�ڶ��������OӋ������WYY1125-1#(ƽ������M��ģ)ģ���@��ģ�߽�ԇģ�ϸ��ĔD���ijߴ羫�Ⱥ���λ���ȶ��ϸ��ǽo���a�����˲�С�Ĺ����������aЧ�ʵͣ���Ʒ��Ҳ���ͣ����m�ϴ��������a������^�о��Q�����õ����������ڱ�ʽ�Y����ģ��(WYY1125��2#ģҊ�D4)��ģ�ӳߴ��OӋ�����gҪ��Ҋ��8��
������8WYY1125��2#ģ�ߴ��OӋ�����gҪ��
|
ģ����̖ |
ģ����� |
ģ �� �O Ӌ �� �� |
��̎��Ӳ��HRC |
ģ��
����ֲڶ� |
|
WYY1125
��2#ģ |
���������Ͳģ��ڱ�ʽ��ģ |
�D��
�ߴ� |
�ͲČ��� 150#FormatImgID_5# |
�Ͳĸ߶�
100��#FormatImgID_6# |
�Ͳıں�1
5 |
�Ͳıں�2
7 |
�Ͳıں�3
8 |
|
�OӋ�ߴ� |
151.25 |
100.75 |
5.1 |
7.1 |
8.1 |
48-49 |
Ra0.4mm |
����(4)ģ������Ҫ�c
����ģ������S���Ї����������M��ģ�ӹ��O�䣬����܇��������㊴����ӹ����ġ�����늻C�������ص�㊙C�����߽z���и�C�ȬF�����C������ģ��������ȫ�^�����ь��FCAD/CAM/CAEȫ�ԄӼӹ�,�ɴ_��ģ�ӹ��|����
����WYY1125�Ͳ�ģ�x�Ç������ƏS�����a��4Cr5MoSiV1���|����ģ��䓣�����������������졢�˻��ʹ�ã�ģ�ӽ�1035C�ߜش��+2�γ�ֻػ��̎����ģ�wӲ��ֵ�_��48-49HRC�����揊��̎�����ö��A�Κ��w������ˇ���_��ģ�ӱ���Ӳ��ֵ��HV950-1150�������Ӻ�� 100-160m�������ģ��ʹ�É�����
����(5)��Ʒģ�z�y���ӛ�Ҋ��9��
������9WYY1125-2#ģ�z�yӛ䛱�
|
ģ����̖ |
ģ �� �� �y �� �� |
ģ�ӟ�̎��Ӳ�� |
ģ��
����ֲڶ� |
|
WYY11125
��2#ģ |
�OӋ
�ߴ� |
�ͲČ���
151.50 |
�Ͳĸ߶�
65.65 |
�Ͳıں�1
5.10 |
�Ͳıں�2
7.10 |
�Ͳıں�3
8.10 |
|
���y
�ߴ� |
151.40 |
65.55 |
5.08 |
7.08 |
8.08 |
48-49HRC |
Ra0.4mm |
����(6)ԇģӛ�Ҋ��10����������ģ�c���M��2#ģ��ȫ�_�����gҪ�����a���ϸ��Ͳġ�
������10WYY1125-2#ģ�ɴ�(��һ�Σ��ڶ���)ԇģ�ĔD���ęz�yӛ�
|
WYY1125��2#ģ |
�D���ߴ� |
�ͲČ��� |
�Ͳĸ߶� |
�Ͳıں�1 |
�Ͳıں�2
|
�Ͳıں�3
|
|
|
|
���y�ߴ� |
149.8 |
64.90 |
4.98 |
7.0 |
7.99 |
һ��90.1�� |
����89.8�� |
һ��90.1�� |
����89.7�� |
����4.ģ���Ͳ�ģ�������D�����aЧ������
����4.1WYY1237�Ͳ�һ��Ͷ��4��ģ����3��ģͶ�����a����һ���ڴ����a���F�ѽ������aƷ800���������У�WYY1237-1#ģ�����δ�O�õ����ڔD���^���У�ģ�ߏ���׃���^���Ͳĵıڰ����IJ�λ�ߴ�ƫС����ƽ���g϶������о��Q���ڌ�չģ�Ŀ�ǻ�Ȱ��b���˃ɂ������@�Ӽ������ģ�ߵ�����������Ҳ�����˽��ٵ����ӡ����ġ��S���WYY1237-1#ģ�ϙC�D�������Ͳijߴ�ϸ��@��ģ�ڔD����200�����Ͳĺ�����Fƣ���Ѽy��U��ģ��ʹ�É����^ԭ��25��/ÿģ�����4�����ϡ�
���������a���ϵ�-2#ģ��-3#ģ��-4#ģ����-1#��ģ���Y���OӋ����ġ��F��-2#ģ��-3#ģ�������a�����ۣ�ԇģ�ϸ��-4#ģ�����a�����á�
��������ģ���Ͳ�ģ�x���˃��|ģ��䓣�����ʩ�˺����ğ�̎���ƶȣ�ģ���OӋ�����ȫ�^�̶�����CAD/CAM/CAEȫ�Ԅ����a��ÿ��ģ�߶����кܸߵ������|��;�D���Sͬ�r����ģ��ʹ���ƶȣ���ˣ�ÿ��ģ�Hԇģ1-2�ΔD���ľͺϸ���ģ��Ҳ���^С��ʹ�É���Ҳ���^�ߣ��_�����Ŀ���2-3����Ŀ�ˡ�
 ��һ�1234��һ�
��һ�1234��һ�

������������f���طN�X�Ͻ�����˾���a�ĵ�һ��500�����X�Ͻ���aƷ��ǰ����N���V�|�ȵ�,��־��ԓ��˾5�f���طN�X�Ͻ��Ŀ���M���������a�A�Ρ���������f���طN�X�Ͻ�����˾����늼��F���T�����X�aƷ���X�Ͻ�aƷ�ӹ�����I֮һ,ԓ��˾5�f���طN

�����_������ ���I�ɷ�����˾�نT����������ڲ�ͬ�����a���ؽ��_��ݗ�䲣���Ĵ�Ҏģ���a���н��K̩�����Ĵ��ɶ���
�����岣���w���裩��˾���û��ȼ����ˇ���g�ɹ����a���������������������F�������������a���aƷ�ϸ��ʸ��_79.98%�����H�����w���裩��˾��������Ʒ�N���������a���岣���û��ȼ����ˇ���g���a������������ �Ŀհס�