������ƪ����(n��i)����[�Ї�(gu��)Ļ���W(w��ng)]���������l(f��)����
�������ģ���O(sh��)Ӌ(j��)������ˮƽ���p��ԇģ�Δ�(sh��)������߳�Ʒ�ʵ���Ҫ���g(sh��)��ʩ��һ��]��ԇģ�����M(f��i)1��3֧�T�V��ʹ��Ʒ�ʽ���0.5��1%������ģ�ߵ��O(sh��)Ӌ(j��)������ˮƽ�ͣ��еĮa(ch��n)ƷҪ��ģ��ԇģ3--4����������β��ܳ���Ʒ���o����ʹ��Ʒ�ʽ���2--5%,�@���H��(hu��)��ɽ�(j��ng)��(j��)�pʧ���������ڷ���(f��)ԇģ����(hu��)���L(zh��ng)���a(ch��n)���ڡ�
�����F(xi��n)��ģ�������ԇģ�����ģ����������Ժ���Ҫԇģ������ֱ���ϙC(j��)���a(ch��n)���ϸ�a(ch��n)Ʒ������ģ�M�O(sh��)Ӌ(j��)ܛ��������Ԫ���~�l������Ԫ�����ИI(y��)��ٿ��ṩ���������O(sh��)Ӌ(j��)����ȫ������X����ɡ�Ҳ����ͨ�^��Xģ�Mԇģ��ģǻ�ӹ����Ԅ�(d��ng)�ӹ��������~�l���ӹ����ġ����ИI(y��)��ٿ��ṩ��������ɣ�����(g��)ģ�ߵļӹ����Ǹ�������ɣ����ģ�ߵ��|(zh��)���dz��ߡ��ϙC(j��)�ϸ�����90%���ϡ�������߳�Ʒ��2--6%��
�����m��(d��ng)�Ӵ�D��ϵ��(sh��)��߳�Ʒ��
��������(g��)�X�ďS����һϵ�еęC(j��)�_(t��i)�����S����(j��)�a(ch��n)Ʒ�ĔD���ȣ��䴲�L(zh��ng)�ȡ���Ʒ����؈A���D��Ͳ���~�l���D��Ͳ�����ИI(y��)��ٿ��ṩ���L(zh��ng)��ֱ�������_���a(ch��n)Ʒ��������(y��ng)�ęC(j��)�_(t��i)�����a(ch��n)����(sh��)�`�C����ͬ��Ҏ(gu��)�����Ʒ�����ڲ�ͬ��λ�ĔD���C(j��)�����a(ch��n)�����ڔD��ϵ��(sh��)�IJ�ͬ����(du��)��Ʒ�M�����ܺ����a(ch��n)Ч���кܴ�Ӱ푣����Ʒ��Ҳ��(hu��)�a(ch��n)������D���C(j��)��λ�^��r(sh��)���D��ϵ��(sh��)�^��Ʒ���^�ߣ����D���M(f��i)�ýӽ���
��������T�V�|(zh��)������߳�Ʒ�ʵ�ǰ��
�����T�V�ǔD�����a(ch��n)��ԭ���ϣ��T�V�M���ľ�������(x��)С���o�A������ס�ƫ�����Ѽy��ȱ�ݣ����H���Խ����D��������ߔD���ٶȣ���߮a(ch��n)Ʒ��(n��i)���|(zh��)�������ҿ��Ԝp����Ʒ������ݣ���ס��������_�������c(di��n)��ȱ�ݡ��^С�ĊA������ͨ�^ģ�߹������ĪM�p�ų�������(hu��)����Ͳı�����ۣ����һ���L(zh��ng)�ȵĵďU�ϡ����^��ĊA���������ڹ������M�p�в��ܱ��ų���������ģ����Ʒ�_�ѣ����Qģ�ߣ��@����(y��n)��Ӱ푳�Ʒ�ʡ������Cֱ�r(sh��)ʹ������(y��ng)�|�ߣ��p���^β�ϵ��г��L(zh��ng)��
�����Ͳ�������Cֱ�r(sh��)���ܶ���I(y��)�]���O(sh��)Ӌ(j��)����(y��ng)�|�ߣ��e��һЩ��ұ��Ͳļ������Ͳġ���(d��o)���Ͳ��^β׃�����^���ڳ�Ʒ����r(sh��)��׃�β��ֱ���е����@�Ӿ�����˳�Ʒ���½���
�����|�߿���ʹ��Ӳľ�����X�K���O(sh��)Ӌ(j��)�r(sh��)�M���p�ى|�ߵ�Ҏ(gu��)�����Ӊ|�ߵ�ͨ���ԡ���(du��)�ڑұ��^�L(zh��ng)���з��]�������Ͳģ��Cֱ�r(sh��)�ڷ��]ǻ��(n��i)����|��߀Ҫ�ڑұڲ��ַ�֧�μܡ��Ķ��p���L(zh��ng)�ȷ����׃�������A������Ќ����O(sh��)Ӌ(j��)�����˹�������ָ��(d��o)����ʹ�á�
����ͬ�r(sh��)���ֹ���������韩����Ը��ʹ�É|�ߵĬF(xi��n)��횽�����Ʒ���c���Y���^�Ī�(ji��ng)�͙C(j��)�ơ�
�����ӏ�(qi��ng)ģ�����a(ch��n)ԭʼӛ䛵Ĺ���
����ģ�߿������a(ch��n)ԭʼӛ��Ƿdz���Ҫ�ģ�ģ�߿�������挍(sh��)�@ʾ��ģ�ߵ�����r���S����r��������r��ԭʼӛ䛱�����挍(sh��)�@ʾ����֧�أ��T�L(zh��ng)����(sh��)������һ�����a(ch��n)�ṩ�ɿ�����(j��)��
�����F(xi��n)�ںܶ����I(y��)Ҳ��(sh��)�F(xi��n)����X����(sh��)��(j��)���������ڌ�(sh��)�H�\(y��n)����߀�к��L(zh��ng)��·Ҫ�ߡ�
����ʹ�ßo�����D���p�َΏU��
�����̶��|�o�����D�����nj��D���|�̶��ڔD���U�ϣ�����(du��)������һ�����졣ʹ�D��Ͳ���˕r(sh��)�����|Ҳ�����c�T�V���x��Ȼ��ֱ�ӌ���һ���T�V����D��Ͳ���c��һ���T�V��ʣ��һ��D�����@�Ӿͱ�����ÿһ֧�T�V��һ�Ή��ࡣ�ɸ���(j��)�|(zh��)��Ҫ���ӆ؛��(sh��)����Q������֧�T����һ�Ρ�ͨ��40��50����һ�Ρ�
������(y��u)���D����ˇ���p�ټ��g(sh��)�U��
����Ӱ푼��g(sh��)�U�ϵĔD����ˇ�кܶ�棬�����w������(g��)�D�����a(ch��n)�^�̡���Ҫ�������T�V�|(zh��)������ˇ�ضȡ��D���ٶȡ��D�����ߡ�ģ�ߡ��D(zhu��n)�\(y��n)�bж���r(sh��)Ч��̎���ȡ������ƶ����M(j��n)���ƌW(xu��)�����a(ch��n)��ˇ�⣬߀Ҫ���_��(y��n)���(zh��)�в���Ҏ(gu��)�̡���߹��˵��쾚�̶Ⱥ�؟(z��)���ġ�
�����M���p��ÿ�����a(ch��n)��Ʒ�N�����ֻ����3��5��(g��)Ʒ�Nÿ�࣬��߆���ģ��һ���ϙC(j��)���a(ch��n)�����ϙC(j��)Ʒ�NԽ�����ߵ�ģ���XԽ�࣬��Ʒ��Խ�͡�
����ģ�ߌ�(du��)��Ʒ�ʵ�Ӱ���Ҫ�Ѓɂ�(g��)���棺��ģԇģ�����a(ch��n)ģ�ߵ�ʹ��
����ԇģ�Δ�(sh��)Խ�࣬���ߵ�ģ���XԽ�࣬��Ʒ��Խ�͡����Ա�����ģ�ߵ��O(sh��)Ӌ(j��)������ˮƽ��
�������a(ch��n)ģ��Ҫ���ľS�ޡ��������������r(sh��)���B(y��ng)�����Cÿ���ϙC(j��)�ϸ��ʸߡ����ͶȺã����öȸߡ����ÿ����ģ�߾S���ϸ�(d��o)��3��4��(g��)Ʒ�N�ϙC(j��)���a(ch��n)ʧ������Ʒ�����ٕ�(hu��)����һ��(g��)�ٷ��c(di��n)��
�����D�����߰������D��Ͳ���D���U���D���|��ģ�|�ȡ���Ҫ���C�D��Ͳ���U��ģ�����c(di��n)ͬ�ġ�����Ǻ����S�ޔD��Ͳ�����_�ӟᣬ���CͲ����ƽ�����������N�D��Ͳ�cģ����ϲ����ĬF(xi��n)��������D��Ͳ��(n��i)�ڵĚ��X���z���(n��i)�ױ��Пo�p�������_ʹ��ģ�|�����ģ��֧�Ώ�(qi��ng)�ȡ�
�����D���ضȡ��D���ٶȼ���s���~�l����s�����ИI(y��)��ٿ��ṩ�����ߣ���(du��)��Ʒ�M�������W(xu��)���ܡ������|(zh��)���кܴ�Ӱ푣�Ҳ��(hu��)Ӱ푳�Ʒ�ʡ��������ߕ�(hu��)Ӱ���Ʒ���L(zh��ng)�ȣ��T���ضȸߣ��D���ٶȿ졢��s�ٶȵ͕r(sh��)����(hu��)ʹ��Ʒ�D������L(zh��ng)�����ӣ����L(zh��ng)�ʿ��_(d��)0.5%��1%��Ҳ��Ӱ����Ͳĵľ��ܶ������Է�(w��n)���Ĺ�ˇ������߳�Ʒ�ʡ�
�������ƔD�����m(x��)��������ɼ��g(sh��)�UƷ���D�����m(x��)������D(zhu��n)�\(y��n)����Ҫע���ͲĵIJ���������
 ��һ�(y��)123��һ�(y��)
��һ�(y��)123��һ�(y��)

��Ҫ��1���ͲĞ���Ť�Q������ ����ģ���O(sh��)Ӌ(j��)���������D���ٶ��^�죬ģ�ם�(r��n)�����m��(d��ng)����(d��o)·�����m��δ���b��(d��o)·��ԭ������
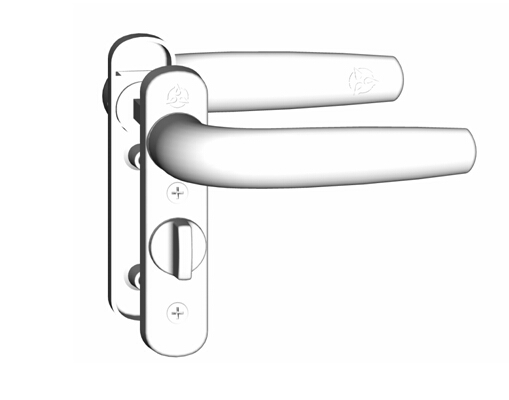
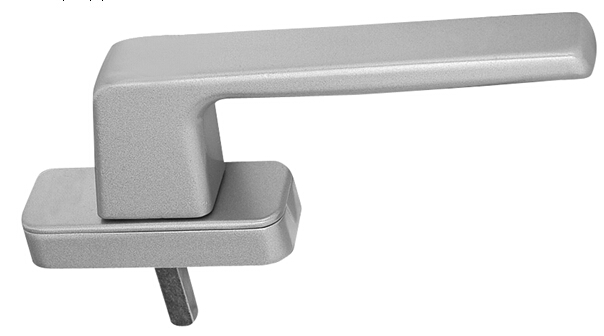
�������Ї�(gu��)Ļ���W(w��ng)5��14����Ϣ���X���T����һɫ���y���c�⻬�|(zh��)�У����҃�(n��i)���bh(hu��n)���ܲ������{(di��o)�����@�N��r����׃�����գ�����ʡ�חl��Ƥ�|(zh��)�в�ɫ�X�����a(ch��n)���ڌ��l(xi��ng)��ʽͶ���������a(ch��n)�����a(b��)�˺���ʡ�X���Ј�(ch��ng)�o�ʲĵĿհף����������l(xi��ng)�����������g������ɫ��