����1������
�����S�����еĿ��ٰlչ�������˿ڵIJ������ӣ����r��ĸߝq�������ߌӽ�����Խ��Խ�ࡣ䓻�����������ȫ������һ�N�����������ͨ������ҕ�ԣ�ͬ�r�־����Cе�����ߡ��᷀����������������ƬС����Ƭ�o���J�h���ļ�ǵȃ���İ�ȫ���ԣ��ѽ�����ߌ������T����������aƷ֮һ���õ��V���đ��á��҂�����ҕ�䰲ȫ���ܵ�ͬ�r��Ҳ�Q����ԓ��ҕ䓻����������^�|����Ҳ���ǣ�����ϸ�aƷ�����^�|��Ҳ��횝M�������ļ��gҪ��
����2��䓻��������^�|�����}��ԭ�����
����䓻����������^�|�����}���S����F��ʽ���҂���������F�����a�^�����A�εIJ�ͬ������֞�ɴ������ԭƬ�|��ȱ����ɵ�䓻��������^�|�����}���磺�c��ȱ��(�������A�s��)����������W׃����;����䓻��ӹ��^����ɵ����^�|�����}���磺䓻�������ƽ�������}(���˼y���Ǻ϶ȡ�����׃��)����W����Ć��}(�в���ɫ���������^�ء���ʬF��)���������������c�ȡ�
����2.1 ��ԭƬȱ����ɵ����^�|�����}��ԭ�����
�����Ҋ���У��c��ȱ��(���ݡ��A�s��)����������W׃�εȡ����ݡ��A�s���W׃����ԭ����е�ȱ�ݣ���������ԭƬ�������a�Ͱ��\�^�����γɵġ����ԭƬ�_���������Ę˜�Ҫ���H��ʹ䓻���IJ��������^�|�������_������䓻����������Ҙ˜�Ҫ��ͬ�rҲ���������䓻�������ը�t�������ֲ��������Ա����Cе�������͡������������~�l�������ԡ����ИI��ٿ��ṩ���Լ����N��ȫ����׃��ȵ��L�U������䓻��t��ͣ�a����t��ʹ�îaƷ�ij�Ʒ�ʺ����aЧ���½������a�ɱ�����������ɛ]��Ҫ�����M��䓻��������a��I��ʹͨ�^�{��䓻��t�Ĺ�ˇ����Ҳ�o�������@��|�����}�İl��������Iֻ��ͨ�^����������a�����ƶȣ����T���ӏ���Ӗ��ʹ�����ˆT�쾚���ՙz�˜ʵă��ݺ������ęz������ԭƬ�����M�Ї���ĺY�x�������І��}��ԭƬ���������ټӹ��A�Ρ�
����2.2����䓻��ӹ��^����ɵ����^�|�����}
�����Ҋ���У�䓻�������ƽ���Ȇ��}(���˼y���Ǻ϶ȡ�����׃��)����W����Ć��}(�в���ɫ���L���^�ء���ʬF��)���������������c�ȡ�
����2.2.1䓻�����ƽ���Ȳ��õĆ��}
����䓻�����ƽ���Ȳ��õĆ��}���Է֞�2���1������������ƽ���Ȳ��õĆ��}�����@��}ͨ�����]���Ǻ϶�ָ�ˣ�������䓻�������Ʒ���F�Ǻ϶��_�����OӋҪ��r����Ҫ�����F����3�N�F��
����(1)��Ʒ�����c�OӋҪ����FŤ��ƫ��
�����@�f����Ҫ�M�Џ�䓻��IJ�����݁���ϵ�λ�Û]�з������_���������������ľ��c݁����ƽ�У�������F�@�N��r�������ˆT��Ҫ�����{����������Ƭ�_�ϵ�λ�ã�ʹ�������������ľ��c݁��̎��ƽ�Р�B��
����(2)��Ʒ�����c�OӋ������ȳ��F��ͬ
�����@�f��䓻���ˇ�����O���І��}�����ӟ��A�Σ������ļӟ�ضȲ���;����s�A�Σ���Ҫ���L�����L���c���L�ڴ��L�r��ͬ�����ڴ��L�rһ���ȴ��_���L��һ������_���L������´��L���ȴ��_���L���t���ͺ����ď�����ȕ��Ӵ�֮���ϴ��L���ȴ��_���L�����ͺ����ď�����ȕ��pС�������OӋ��ȳɻ����˕r�����ˆT�������{����ˇ�������m���{�������ď�����ȡ�
����(3)��Ʒ�����������|���������OӋҪ��
���������ˆT���m���{���ӟ�εď����r�g�ͼ���ĕr�g�����ߏ�������朗l�ď��o�̶ȣ�ͨ�^��䓻���ˇ�������O�����{����Q�@��}��
������2�ƽ��䓻�����ƽ���Ȳ��õĆ��}������}��Ҫ������5�N��r��
����(1)�����ڼӟ�r���±�����ڜز���ɵIJ���׃��
������䓻������������Ϗ������@�N�F�������ڲ������ӟ�t�ȱ��ӟ���F�����ϱ���Ĝضȸ����±���Ĝضȵ���r�������@�N�ضȠ�B�IJ����M����s����s������s�^���У����������±������s�ضȺ��L���ȗl����ͬ�r�����ڲ���������ض��ߣ���s���ϱ�����տs�������±��棬�����F����������������׃���ĬF��(��D1��ʾ)�����F�@�N��r�����Ԍ��ӟ�t�ײ��Ĝض���ߣ��M���pС�������±���ĜضȲ��䓻������������������@�N�F�������ڲ����ڼӟ�t�ȱ��ӟ���F�����±���Ĝضȸ����ϱ���Ĝضȵ���r�������@�N�ضȠ�B�IJ����M����s����s������s�^���У����������±������s�ضȺ��L���ȗl����ͬ�r�����ڲ����±���ضȸߣ���s���±�����տs�������ϱ��棬�����F��������������׃�εĬF��(��D2��ʾ)�����F�@�N��r�����Ԍ��ӟ�t�ײ��ĜضȽ��ͣ��M���pС�������±���ĜضȲ

����(2)�����ڼӟ�r���g��߅�����ڜز���ɵIJ���׃��
���������ڼӟ�t�Ƚ��^�ӟ��,��������g��λ�Ĝضȸ���߅���Ĝض�,��ô����s�^����,�����Ϝض��^�ߵ����g��λ���տs���������ڜض��^�͵�߅�����տs��,����������s���Ҝؠ�B�r,������߅���ߴ�͕��������g��λ�ijߴ�,�ڲ�����߅���γ��^���������, �Ķ����F��������������׃�εĬF��(��D2��ʾ)��
����ͬ�ӣ������ڼӟ�t�Ƚ��^�ӟ�������߅���Ĝضȸ������g��λ�Ĝضȣ���ô����s�^���У������Ϝض��^�ߵ����g��λ���տs�������ڜض��^�͵�߅�����տs��������������s���Ҝؠ�B�r���������g��λ�ijߴ�͕�����߅���ijߴ磬�ڲ�����߅���γ��^������������Ķ����F�����������Ϗ���׃�εĬF��(��D1��ʾ)�����F�����@���@�N��r������ͨ�^�{��䓻��t�ֲ��ļӟ�ضȅ������׃�bƬ���Ų���ʽ����Q��
����(3)�S�C�Ĝضȷֲ���������ɵIJ���׃��
�����S�C�ضȷֲ���������Ҫ�������O���B������ɵġ�䓻��t�ļӟ�z�оֲ��ēp�ġ��ض���������λ�ðl����׃��ʧ�桢������݁���ϵĴa�Ų������Ⱦ���ʹ�����ܟ�����@�N�S�C�Ĝضȷֲ��������²����ӟ���ڰ��淽���Ϝضȷֲ�������������s�r��ͬ�ą^��l����Ҏ�t�ҟoҎ�ɵ��տs��ֱ�ӌ��²�������ľֲ�ƽ���Ȳ���F�@�N��r����I����ͨ�^�ƶ��������O��z�ޡ��bƬ�ƶȁ���Q��
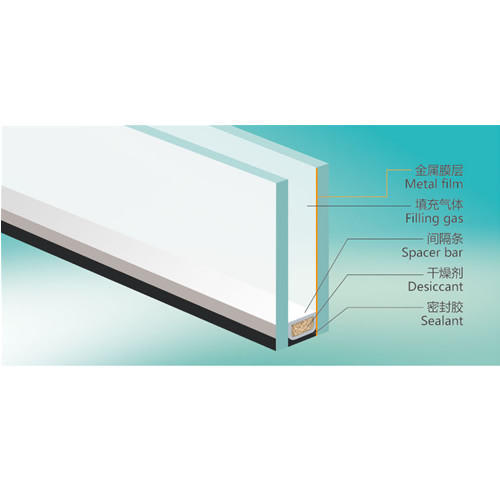
����(4)݁��׃����ɵIJ���׃��
����݁��׃�οɷ֞�݁���ܟ�׃�κ�݁��ĥ�p׃�Ρ���݁���ܟ�׃����ɵIJ���׃�Ρ������մ���ʯӢ���~�l��ʯӢ�����ИI��ٿ��ṩ�����ϵ��͟��_���Ժ᷀͟���Էdz��ã�����䓻��t�ȵ�݁��һ���Dz����@����Ƴɵġ��mȻ�@�ɷN���ϵ��͟����܃��㣬������݁���ăȲ��Y�����������L��ʹ�ú���ӟ���r�����������ڸߜ��®a����׃�Ρ����@�N�ѽ�׃�ε�݁�����\�ӵIJ�����Ҳ����˶��l����׃����K���°���ƽ���Ȳ��݁��ĥ�p׃����ɵIJ���׃�Ρ���䓻��������a��I�У���䓻��t�ȵ�݁���ϳ��F�ӱ��^�ι̵��s�|�r��ͨ��ʹ��ĥ���ķ��������M����������L�ڵ����a�^���У�݁��������ĥ�����L�r�g��ʹ�ú��������ĥ�p�������@Щĥ�p���ڳ̶ȵIJ�ͬ��݁�������F�ּ������Ć��}����K������݁�����\�ӵIJ����l����׃�������治ƽ����
�������⣬��ͬһ䓻��t�е�݁�������ڸ��Q�ĕr�g��ͬ��������݁����ĥ�p�ij̶Ȳ�ͬ�����������@�N���w��ƽ��݁�����ϼӟᵽܛ���ض������M���\�ӕr�������׳��F�����׃�Ρ��@�N��r���H���F�ڼӟ��҃ȣ�ͬ�r����s�҃�Ҳ���l�������F�����@�ɷN��r����I����ͨ�^�ƶ����ڡ�������݁���z������ƶȁ���Q��
����(5)䓻������IJ��˼y�F��
�������˼y�F����ָ�������濴��ȥ���B�m�������������ؕr�����|������������Ը��X��������@�N�F���ԭ����Ҫ������4�N��r����䓻��t�Ȝض��^�ߣ��ӟ�r�g�^�L���l���@�N��r������ͨ�^�{��䓻���ˇ����������䓻��t�ӟ�ضȻ�p�ټӟ�r�g����Q;��݁�ӳ��F����׃�λe݁����݁�߳��ˡ��l���@�N��r������ͨ�^���Q���{��݁�Ӹ߶ȁ���Q;��݁���D�ӻ��ݔ�ٶ��^�����l���@�N��r�������m���ӿ�݁�ӵ��D�ӻ��ݔ�ٶȁ���Q;����䓻�����s��ˇ�A�Σ���������䓻��t����s�b���е�݁���������͔[�ӣ��@���r�g�Σ�����������w�ļ���ض��^���L���^�ͣ��͕�ʹ�ò�������a�������Ώ������l���@�N��r�������r���͠t�غͼӟ�r�g��
 ��һ�12��һ�
��һ�12��һ�
�����X��C�����켼�gԴ�Ժ��I������Ļ��ϵ�y�����H�������á����泬���Ҿ��ИO�õ�ƽ���ȡ��X��C����ۿɏ����ӹ����ܺã�����̎���ж�N�x�������������X�Ͻ����߀�ɸ����͑������x���������|�������~���\�����P䓵ȡ�

������Ҫ���X�ܰ�a��׃ɫ��Óɫ����Ҫ�����ڰ���x�ò�����ɵġ���Щʩ����λ���_�I�������҃��õİ��ð�俹�ϻ��������g�ă��|��̼��ģ�եȡ�������������������ɹ��������õ��X����F���ص�׃ɫ��Óɫ�F��
����ᘌ��������ܲ��ϺͮaƷ���ڵ�һЩ�|�����}��ס���ͳ��l���O�������ҹ��̿��֡������|�z������ǰ�ϰl��֪ͨ��Ҫ��ӏ��������ܲ��ϺͮaƷ�|���O�ܡ�
����B����һ�r�ڣ��������ܲ��ϺͮaƷ���ڵ���Ҫ���}�ǣ��е����a��I�����aƷ�˜ʽM��