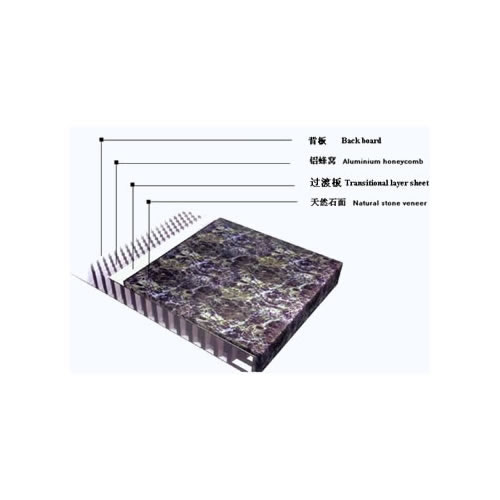
�������Ї�Ļ���W��
�X��
�X�Ͻ�����
�ܶ��ͣ�
�����ߣ���
늌����ߣ���
���g���������������õ��������Ժ�
���W����������V�������ڹ��I�aƷ��
�����Y���ϡ��L���ԁ������ں��ӷ��������ӹ�ˇ�������xȡ����������X
�Ͻ�������Ӻ���
�����^�ڼ��Юa������
׃��������麸�p��ס��A����δ����ȱ�ݣ����º��p����
�Ѽy����|���ɣ�����Ӱ��ˮaƷ�|�������ܡ�
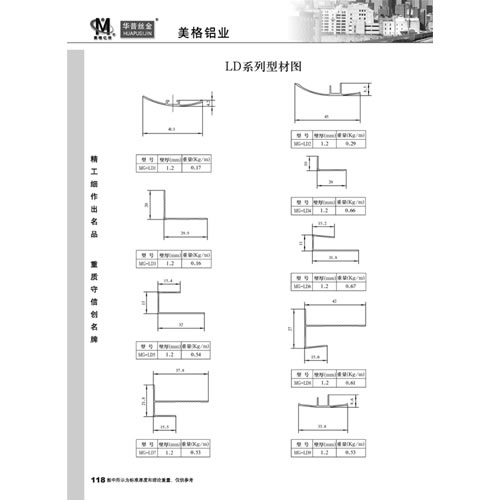
����
1 �X�Ͻ�������c
�����X���y��ɫ��
�p�������������õ�
�������^�ߵ�
����Ժ�
��������ͬ�r߀����
�������Ϳ����g���������X�O��
�����a�����������X
��Ĥ���ں��p�����a���A�s��Ķ��ƉĽ��ٵ��B�m�Ժ�
��������������
�C�����
���g���ܡ���Ҋ�X�Ͻ�ĸ�ĺ�
���z�Ļ��W�ɷּ��Cе����Ҋ��1��
��
��2 �X�Ͻ���ϵĺ����y�c
������1���O���������ڿ՚��У��X����ͬ�����ϣ��������ܵ����������X��Ĥ����ȼs0��1��0��2��m����
���c�ߣ��s2050�棩���h�h���^�X���X�Ͻ�����c���s600�����ң���
�����X���ܶ�3��95��4��10g/cm3���s���X��1��4���������X��Ĥ�ı���������ˮ�֣����ӕr������K�������ٵ��ۺϣ��O���γɚ�ס��A����δ�ۺϵ�ȱ�ݣ����p�����½���
������2���a����ס��X��
�X�Ͻ��r�a�������Ҫԭ���ǚ䣬����Һ�B�X���ܽ�����Ě䣬���̑B�X�����ܽ�䣬��ˮ��۳ضȿ���
��s�c���̕r����������ݳ��������ں��p�оۼ��γɚ�ס�����Ŀǰ�y����ȫ���⣬��ā�Դ�ܶ࣬��늻�������еĚ䣬
�X�������z���������՚��е�ˮ�ֵȡ����`�C������ʹ��ⰴGB/T4842�˜�Ҫ�����_��99��99% ���ϣ�����ˮ�ֺ����_��20ppm�r��Ҳ�����F���������ܚ�ף����՚�
����������^80%�r�����p�͕����@���F��ס�
������3�����p׃�κ��γ��Ѽy�A����X��
����Ûϵ���ͽY��
�տs���s��䓴�ɱ����a���^��ĺ���׃�ε�
�ȑ�������
�����^��ĽY������ʹ
���Ѽy�Įa����
������4���X��
����ϵ����
���X0��538��/Cm��s���棩���s��䓵�4������ˣ������X���X�Ͻ�r���Ⱥ��Ҫ���ĸ���ğ�����
 ��һ�12��һ�
��һ�12��һ�