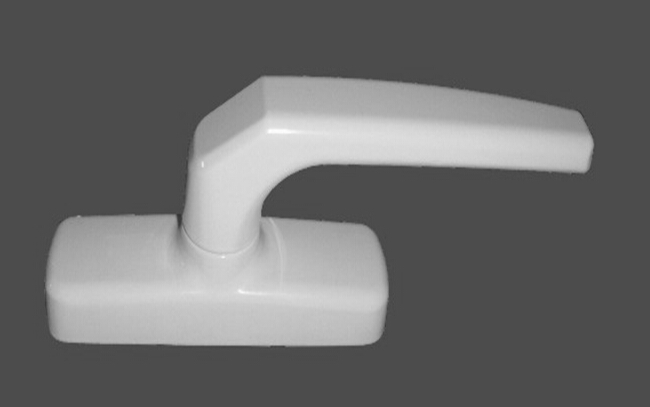
������ƪ����(n��i)����[�Ї�Ļ���W(w��ng)]���������l(f��)����
�����X�Ͻ��T���Ͳ��������X�Ͻ��T�����~�l���������ИI(y��)��ٿ��ṩ���Ļ������ϣ����X�T�������w���X�T���Ͳĵ�Ҏ(gu��)��ߴ硢�����ȼ������W�ɷ֡����W�����ͱ����|(zh��)�����X�T���������|(zh��)����ʹ�����ܺ�ʹ�É�������ҪӰ푡�
����һ���X�T���Ͳĵ�Ҏ(gu��)��ߴ�
�����X�T���Ͳĵ�Ҏ(gu��)��ߴ磬��Ҫ���Ͳ������ĸ߶ȳߴ�(�����X�Ͻ��T���Q���T�����ȳߴ�)���־�������ɳߴ�ϵ�С��X�T���Ͳ���Ҫ��40��45��50��55��60��65��70��80��90��100mm�ȳߴ�ϵ�С������X�Ͻ��õijߴ�ϵ���^С���X�Ͻ��T�õijߴ�ϵ��ƫ���X�T����ע�ijߴ�ϵ����ͬ����һ���X�T���ͲĵĽ����Π�ͳߴ綼��ͬ����ͬ�ߴ�ϵ�е��X�Ͻ��T���Ͳģ�������Π�ͳߴ����ஔ���s�ġ��������(j��)�D�Ӿ��w�����͌����� �X�T���Ͳĸ���(j��)�����Π�^(q��)�֞錍���ͲĺͿ����Ͳģ������Ͳĵđ������^�� �X�T���Ͳĵıں�ߴ磬�����X�ϽIJ�����1.4mm�����X�Ͻ��T������2mm�� �X�T���Ͳĵ��L�ȳߴ�ֶ��ߡ����ߺͲ��������N�������L��һ�㲻���^6m���������L�Ȳ�����1m��
���������X�T���ͲĵĻ��W�ɷֺ����W����
�����X�T�������X�V��ϵ�X�Ͻ��Ͳ����仯�W�ɷֳ��X�⣬�����衢�F���~���V���i���t����\�ȺϽ�ɷ֡����к��V0.45-0.90%������0.2-0.6%�� �X�T���Ͳĵ����W���ܣ������������~�l���������ȡ����ИI(y��)��ٿ��ṩ����b��С��157N/mm2;Ҏ(gu��)���DZ������L������p0.2��С��108N/mm2;���L����С��8%;Ӳ��HV��С��58��
�������� �X�Ͻ��Ͳĵ����a(ch��n)��ˇ���O�� �X�T���Ͳĵ����a(ch��n)����(j��ng)�^�T�V�Ƃ䡢�D����������̎��������̎���Ă���ˇ�^�̡�
����(һ)�T�V�Ƃ�
����ԓ��ˇ�^�̰������ϡ��۟����T�����������Ҫ�����γ�һ�����W�ɷֺ����γߴ���T�V�� ���ƺõ�ԭ���ϣ���ú��t��늠t���۟����۟�������w��(j��ng)�^�o�àt�����ۡ����P���^�V��ֱ���Y(ji��)������(n��i)���ٽ�(j��ng)ˮ�䣬�γ�һ���Π���T�V���鱣�C�T�V����❍�����ô����T������T�취���M�ж�ģ(��Y(ji��)����)�T�졣 �T�V���ᣬ��ʹ�T���B(t��i)�Ľ���M������ʹ��Ҫ�ď������ܽ⡣������������t��(n��i)�M�С�����������T�V���������~�l�����ԡ����ИI(y��)��ٿ��ṩ��������������D���ٶȣ����L�D��ģ���ĉ��������ƔD���Ͳĵı����|(zh��)����
����(��)�D������
�����D�����������T�V�ӟ����D������s�������Cֱ������ȹ��ɵ�һ�l�Ԅ����a(ch��n)�����M�С����a(ch��n)�����~�l�����a(ch��n)�������ИI(y��)��ٿ��ṩ���ϵ��O�䣬�����Б��ӟ�t���D���C�����t�_�������\ݔ�C���Ͳ����������b�á��䴲�������Cֱ�C���A���_�������C��䏴��ȡ� �T�V�ļӟ�ض�һ�������400��~520�棬�ض��^���^�Ͷ���ֱ��Ӱ푔D�����͡��D���Cһ����Æ΄��͉��C���䇍λ��1200��~2500��֮�g���D���C���D��Ͳֱ����С���S�D���C��λ��С׃�ӣ��D���C��λ�D��Ͳֱ��Ҳ�D��Ͳֱ��һ����150mm~300mm������(n��i)���D�����߹����ضȞ�360��~460�棬�D���ٶ�20 m/min~80m/min�� �D��������Ҫ����ģ�ߡ��D��ģ�߸���(j��)�Y(ji��)�����c�֞�ƽģ���ְ�ģ������ģ�ͷ����M��ģ�����a(ch��n)�X�Ͻ��T���ͲĶ���ƽģ�ͷ����M��ģ�� �����_���Ձ��ԔD���C�D�����Ͳģ������Ͳ��^�ɵ����Ϲ����_�� ���Ϲ����_���ǙM�l�\ݔ�C�ͣ���M�l�\���ٶ��c�D���ٶ�ͬ���� �䴲���鲽�M��ʽ�����氲�b���ஔ��(sh��)�����L�C�����C�Ͳľ�����s��ʹ�Ͳ��ڳCֱǰ�ضȵ���70 �档 �����Cֱ�C����Ť�D(zhu��n)�Q�ڣ�����߅Ť�D(zhu��n)У��߅�����Cֱ�� �����Cֱ�C�����A���_����䏴������_�ṩ�Ͳģ�䏴�������䏔��Ͳġ�
����(��)��̎��
�����X�T���ͲIJ��õ��X�V��ϵ�X�Ͻ��ǿɏ������X�Ͻ�ͨ�^��ͬ������͕rЧ�ƶȣ�ʹ�Ͳĵõ����е����W���ܡ� �X�T���ͲĞ�RCS������B(t��i)������̎���ߜس��ͺ������s���˹��rЧ��
����(��)����̎��
�����X�T���Ͳĵı���̎����������ꖘO������ʹ�Ͳı�����y��ɫ������̎���������Ͳ�������^�̶ȣ������L�X�T���Ͳĵ�ʹ�É����� ꖘO�����Ĺ�ˇ���̣� �b�ϡ�Ó֬��ˮϴ���A���g����ˮϴ����ˮϴ���кͳ����ˮϴ��ꖘO��������ˮϴ ����ˮϴ����ס��������~�l��������ИI(y��)��ٿ��ṩ����ж�ϡ���Ʒ�z������b �X�T���Ͳ�ꖘO�����������Ĥ��Ȳ�����10��m�� �X�T���Ͳĵı���̎����Ҳ���M����ɫ̎�����������ɫ���X�Ͳ����ɽ�(j��ng)��Ȼ������ɫ����늽���ɫ���ͽ��n��ɫ���@�á����


��Ҫ����ǰ���S�����I(y��)���ĸ��ٰl(f��)չ���҇�����ɫ���ٲ��ϵ�����Ѹ�����L��������һЩ�F����ɫ���ٵăr��(ji��)��(ji��)�������ͺϽ��ٲ��ϱ������L��l(f��)չ�Ŀ��g��
���늴��T�취�c��ͨ늴��T�취�ą^(q��)�e���ڲ������Ƶ������ֽY(ji��)�����������(n��i)�����ͻ�����Ƴɟ�피s��Һ��픲����w���ͣ�Ҳ���ǟ�피��������ֵĹ��ܡ�